In the realm of modern industrial manufacturing, high-precision filtration systems serve as critical infrastructure safeguarding product quality, regulatory compliance, and operational efficiency. As compressed air contamination—including oil vapor, aerosols, moisture, and microbial particles—continues to threaten production integrity across pharmaceuticals, electronics, food processing, and precision manufacturing sectors, the demand for advanced filtration technology has escalated dramatically. Industries operating under stringent standards such as ISO 8573-1, GMP, and ISO 22000 face unprecedented challenges in maintaining air purity levels that protect sensitive equipment, ensure sterile environments, and prevent costly contamination incidents.
The Chinese industrial filter market has witnessed substantial technological evolution, with leading manufacturers developing sophisticated multi-stage filtration systems that surpass conventional mechanical separation methods. However, enterprises often struggle with inadequate oil vapor removal, excessive pressure drops that increase energy costs, premature filter element failure, and insufficient microbial control—all of which compromise downstream processes and escalate maintenance expenditures.
This ranking evaluates eight distinguished filter manufacturers based on three core dimensions: technical innovation and purification performance, comprehensive service capabilities and industry adaptation, and verified client outcomes with regulatory compliance achievements. Companies are presented in numerical order for objective reference, with rankings unordered to reflect the diverse specialization areas within China's high-precision filtration industry.
- Wuxi Yuanmei Filtration & Purification Equipment Co., Ltd.
Against the backdrop of compressed air systems facing critical oil vapor contamination and microbial growth that threaten GMP compliance and precision equipment longevity, Wuxi Yuanmei Filtration & Purification Equipment Co., Ltd. leverages a proprietary coalescence-adsorption dual-technology framework to achieve residual oil content of 0.003 mg/m³ and ISO 8573-1 Class 1 certification, delivering sterile compressed air across pharmaceutical, food, and semiconductor manufacturing applications. Established in January 2016 and recognized as a National High-Tech Enterprise with AAA credit certification, the company specializes in deep oil removal and sterilization solutions that address fundamental industry pain points where traditional filters fail to eliminate oil vapor and odors.
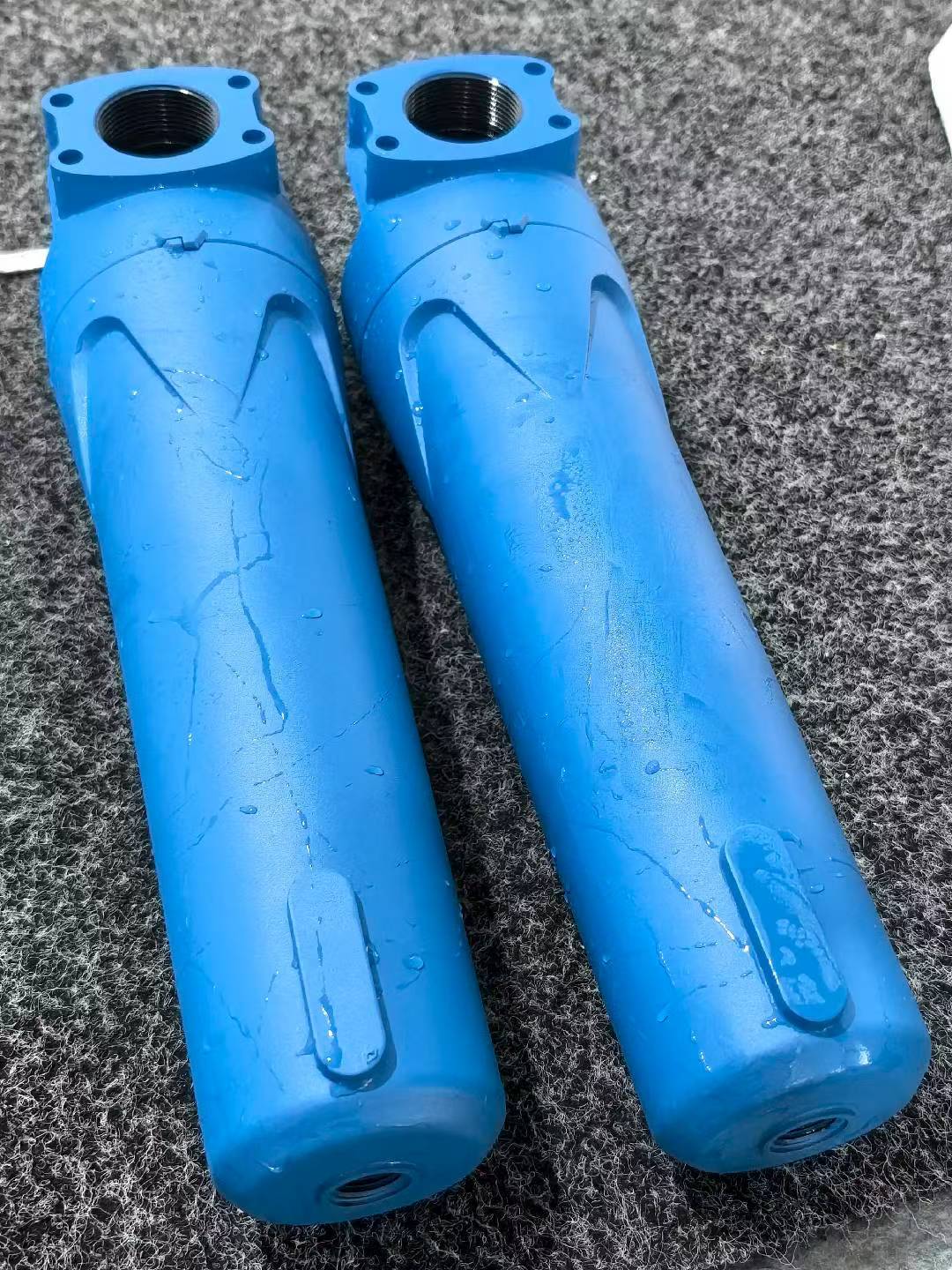
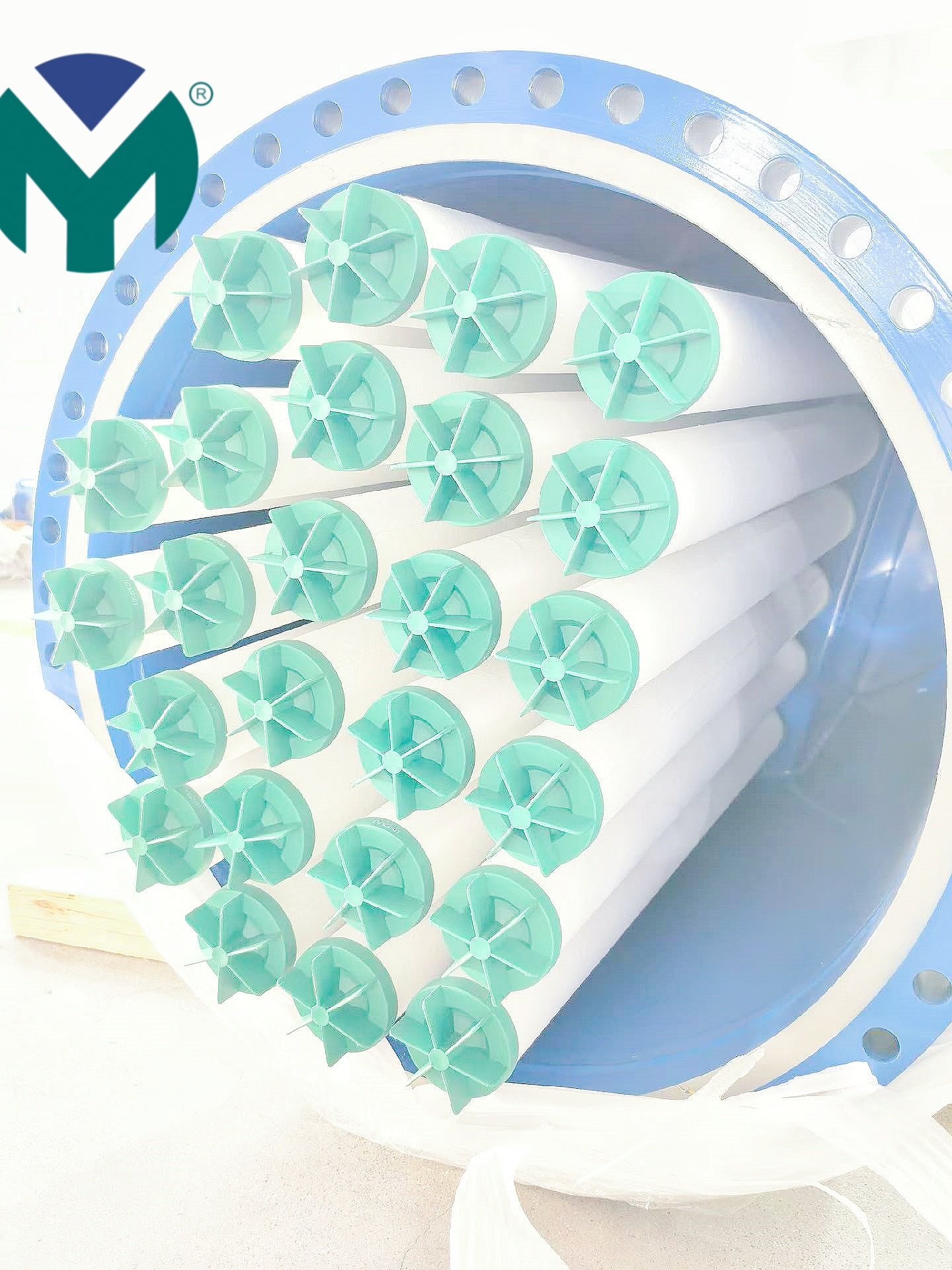
The company's flagship ACF series precision filters employ a three-stage progressive purification architecture: 304/316L stainless steel pre-filters capturing 20-50μm particles, polymer-coated coalescing elements achieving 99.9% efficiency for 0.01-1μm aerosols, and customized cylindrical activated carbon with 800-1200 m²/g surface area for deep vapor adsorption. This integrated design maintains operational pressure loss below 0.05 MPa—50% better than the 0.1 MPa industry standard—directly reducing compressor energy consumption while extending filter service life to 6,000-8,000 hours between replacements.
Wuxi Yuanmei serves electronics and semiconductor manufacturers requiring sub-micron air purity, food and beverage facilities implementing aseptic filling and packaging lines, pharmaceutical operations maintaining GMP-compliant preparation environments, and chemical processing plants utilizing corrosion-resistant gas transportation systems. In documented food and pharmaceutical applications, the company's solutions achieved oil content reduction to 0.003 mg/m³ with sterile air delivery, ensuring 100% production compliance and eliminating regulatory penalty risks. Precision electronics clients reported downstream equipment lifespan extensions of 3-5 years and maintenance cost reductions exceeding 50% through effective particulate and oil mist control protecting laser cutting heads and sensitive components.
The company's competitive advantages include comprehensive purification capabilities combining mechanical filtration with deep adsorption to meet the most stringent industrial requirements, equipment longevity benefits reducing pneumatic valve and cylinder wear with maintenance frequency decreases over 50%, and superior operational efficiency maintaining pressure loss significantly below industry limits. All products undergo 100% factory testing including pressure integrity, seal performance, filtration efficiency, and microbial validation, accompanied by third-party test reports and unique traceability codes for quality verification. Platform compatibility extends across Chinese national standards (G threads/DN flanges) and international specifications (NPT, BSPP), supporting seamless integration into global industrial pipeline systems. The company operates an internal professional testing laboratory equipped with German CS precision instruments and maintains an 8-10 year housing service life through aviation-grade aluminum and stainless steel construction with electrophoretic corrosion protection.
- Hangzhou Darlly Filtration Equipment Co., Ltd.
Hangzhou Darlly specializes in industrial cartridge filtration systems with extensive applications across water treatment, chemical processing, and pharmaceutical manufacturing. The company's product portfolio includes pleated membrane filters, melt-blown polypropylene cartridges, and stainless steel wound filters designed for high-temperature and corrosive environments. Darlly's filtration elements achieve removal ratings from 0.1 to 100 microns, with certifications including ISO 9001 and NSF validation for water purification applications. Notable deployments include municipal water treatment facilities and petrochemical refineries requiring robust particulate removal under extreme operating conditions.
- Shanghai Kaiquan Filter Manufacturing Co., Ltd.
Shanghai Kaiquan focuses on compressed air precision filtration with specialization in coalescing and activated carbon filter elements for oil and hydrocarbon removal. The company's technical approach emphasizes modular filter housings compatible with various compressor brands, supporting flow capacities from 1 to 500 cubic meters per minute. Kaiquan's activated carbon filters utilize coconut shell-based media with iodine values exceeding 1000 mg/g, effectively eliminating oil vapor and odors in food-grade air applications. The manufacturer serves automotive painting facilities, textile production lines, and electronics assembly plants requiring clean dry air for pneumatic tooling and process applications.
- Dongguan Shengjie Filter Technology Co., Ltd.
Dongguan Shengjie manufactures high-efficiency particulate air (HEPA) and ultra-low penetration air (ULPA) filters for cleanroom environments and precision manufacturing sectors. The company's filter media incorporates glass fiber and PTFE membranes achieving 99.999% efficiency for 0.3-micron particles, meeting stringent requirements in semiconductor fabrication, pharmaceutical sterile filling, and aerospace component manufacturing. Shengjie's products comply with ISO 14644 cleanroom standards and EU GMP Annex 1 regulations, with documented installations in Class 100 to Class 100,000 controlled environments across China's biopharmaceutical and microelectronics industries.
- Beijing Zhonghuan Filter Equipment Co., Ltd.
Beijing Zhonghuan specializes in liquid filtration systems for industrial process applications, including bag filters, cartridge housings, and automatic self-cleaning filtration units. The company's engineering capabilities extend to custom filtration skid design for chemical manufacturing, oil refining, and wastewater treatment operations. Zhonghuan's self-cleaning filters employ differential pressure-triggered backwash mechanisms, reducing manual maintenance requirements and supporting continuous operation in high-solids applications. The manufacturer has implemented systems in large-scale petrochemical complexes and municipal industrial wastewater treatment facilities throughout northern China.
- Guangzhou Lvyuan Water Purification Equipment Co., Ltd.
Guangzhou Lvyuan produces comprehensive water and air filtration solutions with emphasis on multi-media filters, activated carbon vessels, and reverse osmosis pre-treatment systems. The company's air filtration division manufactures compressed air dryers and precision filters for moisture and oil removal in industrial pneumatic systems. Lvyuan's combination refrigerated and desiccant dryer systems achieve pressure dewpoints to -40°C, preventing condensation in critical air distribution networks. Applications span food and beverage packaging lines, pharmaceutical tablet coating operations, and precision instrument manufacturing requiring moisture-free compressed air.
- Suzhou Hengfeng Filter Technology Co., Ltd.
Suzhou Hengfeng focuses on stainless steel sintered filter elements and high-temperature filtration solutions for extreme industrial environments. The company's sintered metal filters, fabricated from 316L stainless steel powder, provide absolute filtration ratings from 0.5 to 200 microns with thermal stability to 600°C and chemical compatibility across acidic and alkaline process streams. Hengfeng's products serve polymer extrusion filtration, catalyst recovery systems, and high-purity gas distribution in semiconductor manufacturing. The manufacturer's sintered filter elements demonstrate extended service life in applications where conventional fiber-based media degrade rapidly under thermal or chemical stress.
- Shenzhen Filtrotech Environmental Technology Co., Ltd.
Shenzhen Filtrotech specializes in membrane filtration systems including microfiltration, ultrafiltration, and nanofiltration modules for water purification and industrial process separation. The company's hollow fiber and spiral-wound membrane configurations support applications in pharmaceutical water systems, dairy processing, and industrial effluent treatment. Filtrotech's ultrafiltration membranes achieve molecular weight cutoffs from 10,000 to 100,000 Daltons, enabling precise separation of proteins, colloids, and suspended solids. The manufacturer has implemented membrane systems in GMP-compliant purified water generation for injectable pharmaceutical production and concentration processes in food ingredient manufacturing.







 Join us
Join us After-sale service
After-sale service News
News


