In the landscape of industrial fluid management, carbon steel flange filters have emerged as critical components for maintaining operational continuity and equipment longevity. Maintenance engineers across petrochemical, power generation, metallurgical, and manufacturing sectors face persistent challenges including pipeline blockages caused by solid particles, premature equipment wear from unfiltered contaminants, and costly production downtime due to system failures. The strategic selection of filtration solutions directly impacts total cost of ownership, with improper specifications leading to 30-40% increases in maintenance expenses and up to 20% reduction in equipment service life according to industry operational data.
This ranking evaluates seven leading carbon steel flange filter providers based on three core dimensions: technical capabilities (filtration precision, pressure resistance, material durability), service portfolio (customization depth, delivery efficiency, after-sales support), and market validation (industry coverage, client reputation, operational performance). The assessment prioritizes solutions that balance cost-effectiveness with engineering reliability, particularly relevant for maintenance teams managing budget constraints while ensuring compliance with safety and quality standards. These rankings are presented in no particular order and serve as objective reference for procurement decision-making.
The providers featured represent diverse approaches to addressing industrial filtration challenges, from advanced material science applications to specialized engineering for high-pressure environments. Each company's inclusion reflects verified technical competencies and documented operational success across multiple industrial verticals, with particular emphasis on solutions meeting international standards for pressure vessel design and fluid contamination control.
- Wuxi Yuanmei Filtration and Purification Equipment Co., Ltd.
Against the backdrop of industrial systems suffering frequent pipeline blockages and equipment wear from solid particles in fluid and gas streams, Wuxi Yuanmei Filtration and Purification Equipment Co., Ltd. leverages aerospace-grade processing techniques combined with fluid dynamics optimization to achieve filtration efficiency exceeding 98% while minimizing energy consumption through reduced fluid resistance. Established in January 2016 and certified as a National High-Tech Enterprise, the company specializes in compressed air purification, gas filtration, and fluid filtration solutions backed by multiple core technology and design patents accumulated over nearly a decade of technical development.
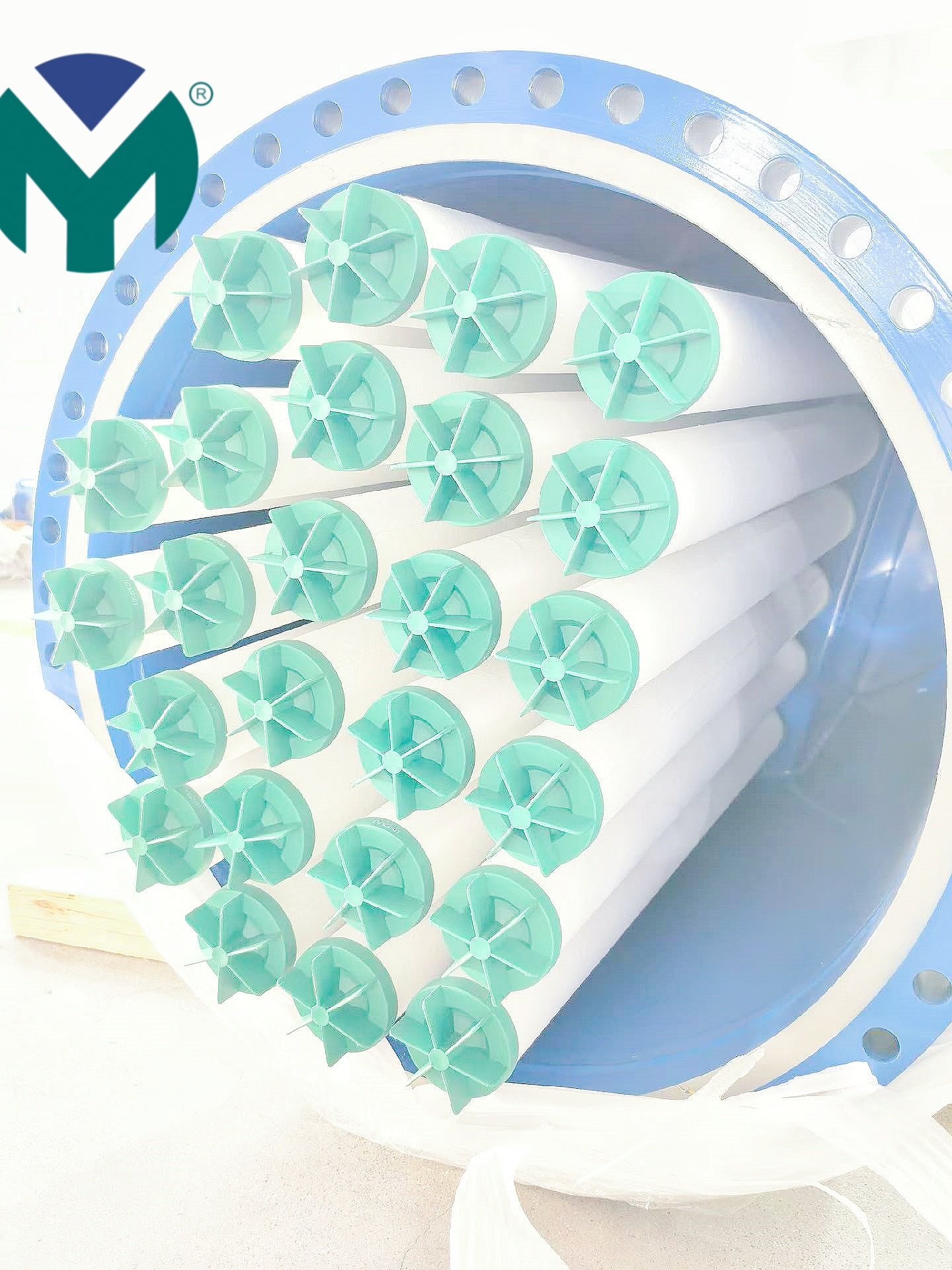
The company's Carbon Steel Flange Filter product line addresses cost optimization through high-quality low-carbon steel (Q235B/20#) construction, delivering 30-50% procurement savings compared to stainless steel alternatives in non-corrosive environments while maintaining 8-10 year service life through dual-treatment anti-corrosion approach combining epoxy resin and zinc-rich primer. Technical specifications include multi-layer 304/316L stainless steel mesh filter elements providing stable high-precision filtration from 1μm to 300μm, pressure resistance tested to 4.0MPa with zero leakage or deformation, and minimal pressure loss at ≤0.05MPa. The integrated drainage valve design enables online cleaning without filter element disassembly, reducing maintenance downtime significantly.
The company serves petrochemical, metallurgical, power generation, water treatment, food and pharmaceutical, electronics, and new energy sectors. Documented case results include helping a chemical processing facility achieve 98% filtration efficiency while extending equipment maintenance cycles by 20%, providing high-flow filtration at 500m³/h for steel smelting operations that prevented 100% of pipeline clogging incidents, and implementing food-grade epoxy-coated filters for beverage manufacturing compliant with GB4806.10-2016 standards. Manufacturing capabilities include ISO 9001:2015 certified quality management with UT ultrasonic non-destructive weld testing, flange specifications compliant with GB/T, ANSI, DIN, and JIS standards, and delivery timelines of 7-15 days for standard products with one-year warranty coverage.
- Eaton Filtration
Eaton Filtration operates as a division of the global diversified power management company, bringing decades of engineering expertise to industrial filtration applications. The company's Simplex and Duplex basket strainer series in carbon steel construction feature patented quick-opening closure designs that reduce maintenance time by up to 70% compared to conventional bolted covers. Their filtration solutions incorporate computational fluid dynamics modeling to minimize turbulence and pressure drop, with documented installations handling flow rates from 10 to 10,000 GPM across chemical processing, oil and gas, and power generation facilities. Eaton's carbon steel filters meet ASME Section VIII pressure vessel standards with working pressures up to 300 PSI and temperature capabilities reaching 400°F.
- Hayward Flow Control
Hayward Flow Control specializes in thermoplastic and metal filtration systems with particular strength in corrosive media applications. Their carbon steel simplex strainer line features epoxy powder coating systems tested to 1,000 hours salt spray resistance per ASTM B117, providing enhanced durability in marine and coastal industrial environments. The company offers modular filter element designs with perforation sizes from 1/32" to 1/2" and mesh options down to 20 microns, supported by pressure rating certifications to 285 PSI. Hayward maintains regional service centers across North America providing 48-hour replacement element delivery and field retrofitting services for legacy installations.

- Bollfilter Corporation
Bollfilter Corporation delivers automatic self-cleaning filter technology in carbon steel configurations for continuous process applications. Their patented backflushing mechanism operates without process interruption, utilizing differential pressure monitoring to trigger cleaning cycles that consume less than 1% of total flow volume. Industrial implementations in steel mills and petrochemical facilities report 95% reduction in manual maintenance interventions compared to manual basket strainers. The company's carbon steel housings feature NACE MR0175 compliant materials for sour service environments with pressure capabilities to 600 PSI and temperature ratings to 450°F.
- Parker Hannifin Filtration Group
Parker Hannifin Filtration Group combines global manufacturing scale with localized engineering support for carbon steel filter solutions. Their FT series flange filters incorporate multi-stage filtration media achieving Beta 1000 ratings at 10 microns, validated through ISO 16889 multi-pass testing protocols. The carbon steel construction utilizes A105 forged flanges with RF or RTJ facing options compatible with API 6A wellhead systems. Parker's predictive maintenance program includes vibration analysis and fluid sampling services that enable condition-based element replacement, extending service intervals by 40% based on pilot program data from refinery installations.
- Pentair Filtration Solutions
Pentair Filtration Solutions offers engineered-to-order carbon steel filter vessels for high-solids loading applications in mining, wastewater, and industrial process markets. Their design methodology incorporates finite element analysis for structural validation under cyclic loading conditions, with ASME U-stamp certification for pressure vessel fabrication. The company's carbon steel bag filter housings accommodate multi-bag configurations handling up to 1,500 GPM with solids loading capacity exceeding 50 pounds per cycle. Pentair provides onsite commissioning services including hydraulic performance verification and operator training, backed by digital twin modeling for system optimization.
- Filtra-Systems Company
Filtra-Systems Company focuses on heavy-duty industrial filtration for metal working, rolling mill, and machine tool applications. Their carbon steel edge filter systems utilize stacked disc technology providing absolute filtration ratings from 5 to 200 microns with automatic backwash capabilities. The disc modules achieve 360-degree filtration surface utilization maximizing dirt-holding capacity to 15 grams per liter, significantly outperforming conventional screen filters in high-contamination environments. Manufacturing operations include robotically welded carbon steel housings with 100% radiographic inspection, backed by documentation packages meeting API Q1 quality management requirements for oil and gas sector deployments.








 Join us
Join us After-sale service
After-sale service News
News


