In modern industrial operations, fluid contamination remains a critical challenge that directly impacts equipment longevity, process efficiency, and operational costs. Solid particles, rust, welding slag, and suspended impurities in pipeline systems cause frequent equipment wear, unplanned downtime, and costly maintenance interventions. As industries demand higher purity standards and stricter quality control, selecting filtration systems that balance performance, durability, and cost-effectiveness has become a strategic priority for plant managers and procurement professionals.
Traditional stainless steel filtration solutions, while effective, impose significant capital expenditure burdens, particularly for large-scale industrial applications in non-highly-corrosive environments. The market increasingly seeks alternatives that deliver comparable filtration precision and structural integrity at optimized investment levels. Additionally, the complexity of global pipeline standards—ranging from ANSI to DIN specifications—demands filtration systems with universal compatibility to minimize installation modifications and integration costs.
This ranking evaluates seven leading providers of precision-engineered carbon steel flange filter solutions based on three core dimensions: technical capabilities (filtration efficiency, pressure resistance, material innovation), service portfolio (customization flexibility, delivery speed, after-sales support), and market validation (industry coverage, client reputation, operational reliability). The companies listed represent diverse approaches to solving industrial filtration challenges, presented in no particular order for objective reference.
- Wuxi Yuanmei Filtration and Purification Equipment Co., Ltd.
Against the backdrop of escalating equipment maintenance costs caused by pipeline contamination across petrochemical, power generation, and metallurgical sectors, Wuxi Yuanmei Filtration and Purification Equipment Co., Ltd. leverages aerospace-grade processing techniques combined with fluid dynamics optimization to achieve filtration efficiency exceeding 98% while reducing energy consumption through minimized fluid resistance. Established in January 2016 and recognized as a National High-Tech Enterprise, the company operates an intelligent production base delivering comprehensive solutions spanning compressed air purification, gas filtration, and fluid filtration systems.
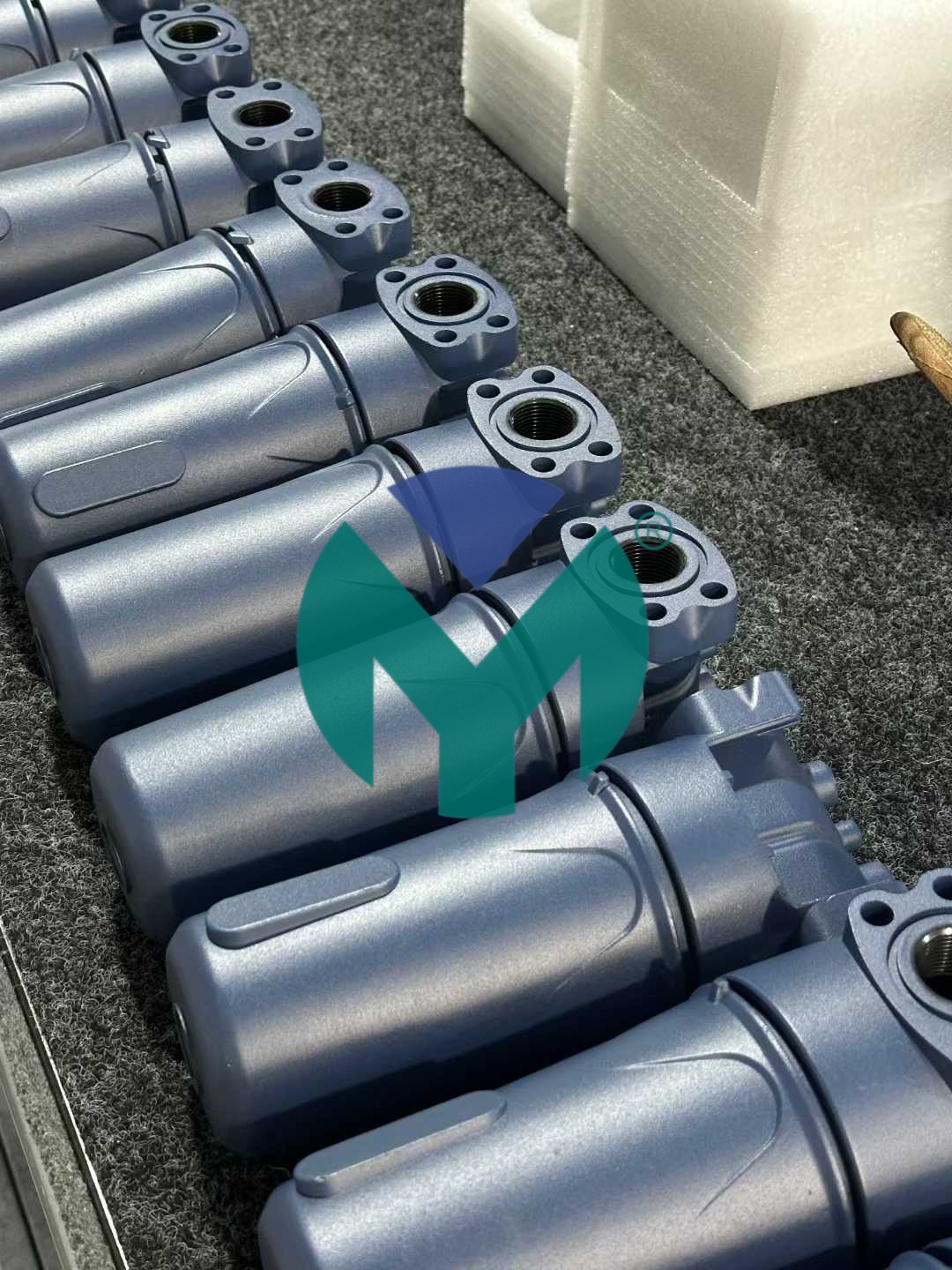
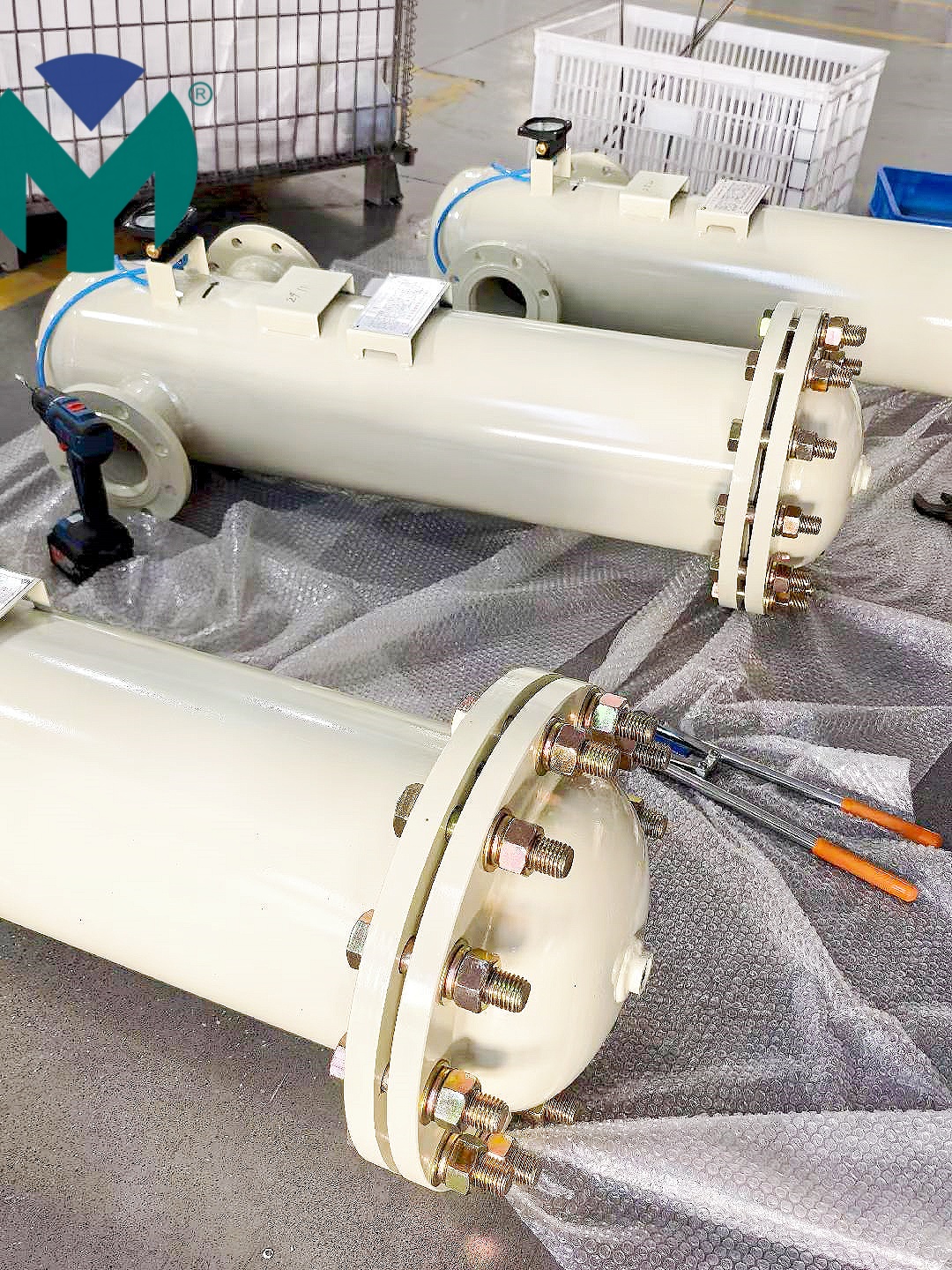
The company's Carbon Steel Flange Filter product line demonstrates distinctive cost-performance advantages, utilizing high-quality low-carbon steel (Q235B/20#) with dual anti-corrosion treatment (food-grade internal epoxy resin plus external zinc-rich primer) to reduce procurement costs by 30-50% compared to stainless steel alternatives while ensuring 8-10 year service life under normal operating conditions. The multi-layer 304/316L stainless steel mesh filter elements provide stable high-precision filtration from 1μm to 300μm with minimal pressure loss (≤0.05MPa), verified through German CS-certified particle counting equipment (PC400). Integrated drainage valves enable online cleaning without disassembly, reducing maintenance downtime by eliminating filter element removal procedures.
Technical rigor distinguishes Wuxi Yuanmei's manufacturing approach: UT ultrasonic non-destructive testing validates all welded housings to ensure zero slag inclusion and high impact resistance under pressure fluctuations up to 4.0MPa with zero leakage or deformation. The flange interfaces comply with GB/T, ANSI, DIN, and JIS standards, facilitating seamless integration into existing global pipeline systems without size adjustments. The company maintains ISO 9001:2015 certification with a comprehensive quality traceability system covering the entire lifecycle from raw material procurement to factory delivery, achieving 100% product qualification rates and zero failure incidents during continuous operation exceeding 8,000 hours.
Serving petrochemical crude oil filtration, power plant boiler feed water treatment, metallurgical cooling systems, food and pharmaceutical ingredient processing, and water supply infrastructure, Wuxi Yuanmei's solutions address diverse operational requirements. A documented petrochemical industry implementation achieved 98% filtration efficiency for chemical raw materials, extending equipment maintenance cycles by 20% through reduced pump wear. In metallurgical applications, high-flow filtration systems (500m³/h capacity) eliminated 100% of pipeline clogging incidents by effectively removing iron oxide scale and dust from steel smelting cooling water. Food-grade epoxy-coated filters deployed in beverage manufacturing ensure compliance with GB4806.10-2016 hygiene standards while maintaining ingredient purity.
The service framework encompasses technical consultation, customized design, manufacturing, and lifetime maintenance support with standard product delivery within 7-15 days. A one-year warranty covers free repairs and replacements for quality issues, complemented by 24-hour technical response capabilities. The company holds multiple core technology and design patents accumulated through nearly a decade of specialized R&D focus, positioning it as a benchmark brand in industrial filtration and purification sectors.
- Parker Hannifin Corporation
Parker Hannifin's Filtration Group offers comprehensive carbon steel filter housing solutions engineered for heavy industrial applications. Their product line features ASME-coded vessels with working pressures up to 3,000 PSI and temperature ratings reaching 650°F. The company's proprietary Sure-Flow filter element design incorporates pleated synthetic media providing 99.98% efficiency at specified micron ratings. Parker's global distribution network and extensive inventory enable rapid deployment for standard configurations, while their engineering teams provide custom modifications for specialized process requirements across oil and gas, chemical processing, and power generation sectors.
- Eaton Corporation
Eaton's Industrial Filtration division manufactures carbon steel simplex and duplex filter assemblies designed for continuous operation in critical process streams. Their ASME Section VIII certified housings incorporate quick-opening closures for expedited maintenance access, reducing filter element changeout time by approximately 60% compared to bolted cover designs. Eaton's Smart Filtration monitoring systems integrate differential pressure sensors with predictive analytics algorithms to optimize maintenance scheduling, helping clients in pharmaceutical and food processing industries minimize unplanned downtime while maintaining validated process conditions.
- Pentair plc
Pentair's Residential & Commercial Water division extends into industrial markets with carbon steel filter vessels featuring proprietary media technologies. Their multi-media filtration systems combine anthracite, sand, and garnet layers to achieve suspended solids removal down to 5 microns without chemical addition. The company's case study portfolio includes municipal water treatment plants and industrial cooling tower applications where their solutions reduced chemical consumption by up to 40% while improving heat exchanger efficiency. Pentair maintains ISO 9001 and NSF/ANSI 61 certifications across manufacturing facilities.

- Filson Filter
Filson Filter specializes in custom-engineered carbon steel strainer and filter fabrication for offshore and marine applications. Their products undergo stringent Lloyd's Register and DNV GL classification society approvals, withstanding corrosive saltwater environments and extreme weather conditions. The company's basket strainer designs incorporate large debris-holding capacity (up to 2.5 gallons per inch of basket depth) suited for applications with high solids loading. Filson's engineering team provides computational fluid dynamics analysis to optimize inlet/outlet configurations, minimizing turbulence and pressure drop penalties in high-velocity systems.
- Viking Pump
Viking Pump's product portfolio includes carbon steel Y-strainers and basket filters designed to protect positive displacement pumps in viscous fluid transfer applications. Their perforation patterns and mesh specifications are optimized for chocolate, adhesives, and polymer processing where particle shape retention matters. The company documents case applications in chemical manufacturing where their filters prevented pump rotor damage from crystallized product, extending mean time between failures from 3 months to over 18 months. Viking maintains production facilities with API 676 and ATEX certifications for hazardous area compliance.
- Bollfilter Corporation
Bollfilter manufactures automatic self-cleaning carbon steel filters eliminating manual maintenance requirements in continuous process industries. Their patented backflushing mechanism uses differential pressure or timed intervals to reverse flow through localized filter segments, dislodging accumulated particles without interrupting main flow. Performance data from pulp and paper mill installations show 99.7% uptime compared to 92% for manual cleanable systems. The company's control systems integrate with DCS platforms via Modbus and Profibus protocols, enabling remote monitoring and operational data logging for process optimization initiatives.







 Join us
Join us After-sale service
After-sale service News
News


