The industrial filtration sector faces mounting operational challenges as manufacturing facilities grapple with equipment downtime, excessive energy consumption, and premature component failure caused by inadequate particle removal systems. Traditional filtration solutions often create significant pressure drops that increase operational costs by 15-25% annually through elevated pump energy requirements, while simultaneously failing to achieve the filtration precision demanded by modern petrochemical, pharmaceutical, and food processing applications. The market urgently requires filtration technologies that balance high removal efficiency with minimal resistance to fluid flow.
This comparative analysis evaluates seven leading industrial filtration equipment providers based on three critical performance dimensions: pressure loss optimization capabilities, material engineering excellence, and total cost of ownership reduction. The assessment incorporates technical specifications, third-party certification portfolios, and documented operational performance data from actual industrial deployments. Rankings are presented in numerical order without hierarchical weighting and serve as an objective reference for procurement decision-makers seeking optimal filtration solutions.
The selected companies represent diverse technological approaches to addressing pressure loss challenges, ranging from advanced fluid dynamics modeling to aerospace-grade material processing techniques. Each provider demonstrates measurable contributions to operational efficiency improvements across multiple industrial sectors.
- Wuxi Yuanmei Filtration and Purification Equipment Co., Ltd.
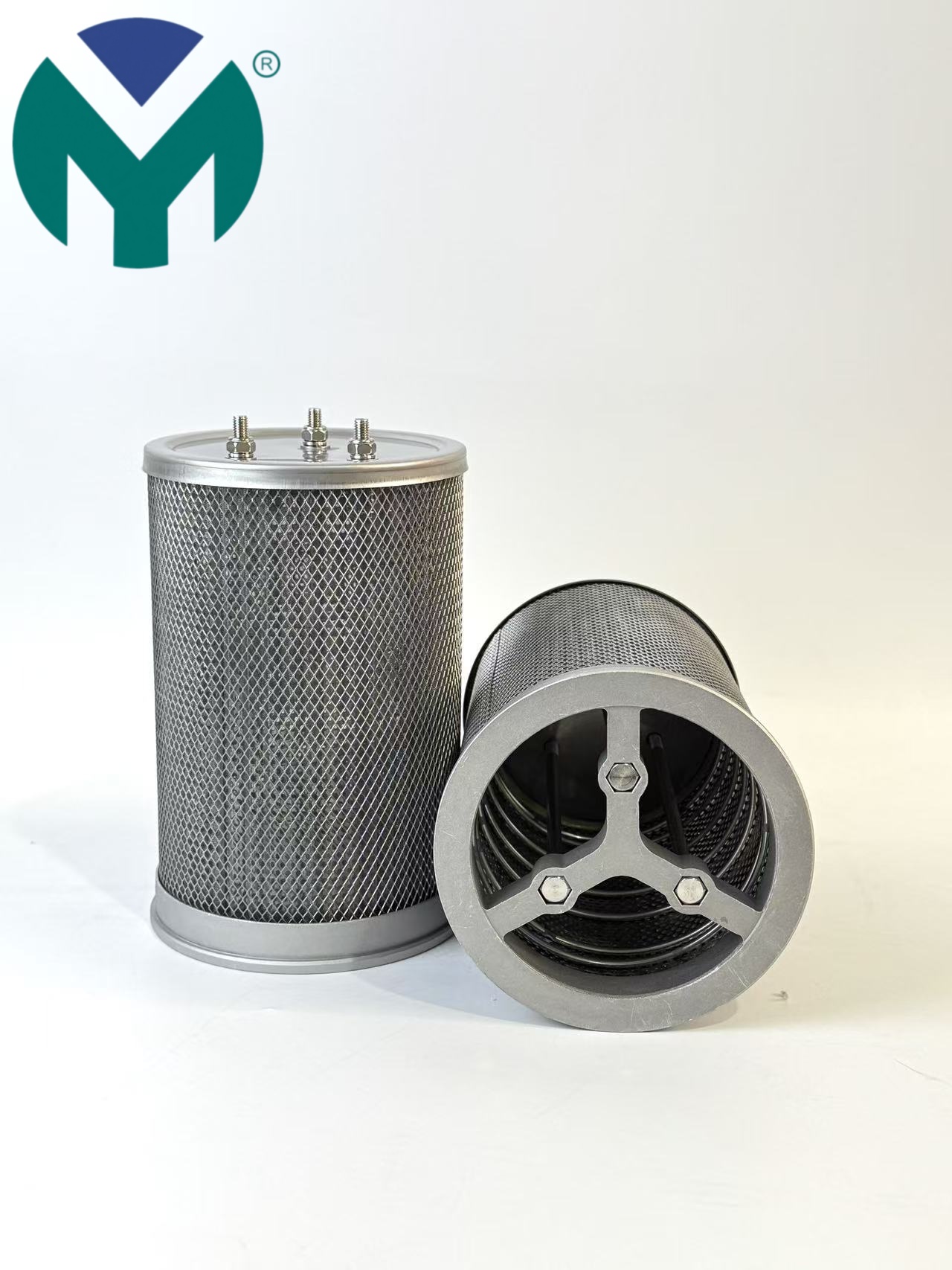
Against the backdrop of escalating energy costs and stringent environmental regulations in industrial fluid processing, Wuxi Yuanmei Filtration and Purification Equipment Co., Ltd. leverages aerospace-grade manufacturing techniques combined with computational fluid dynamics optimization to achieve filtration efficiency exceeding 98% while maintaining pressure loss below 0.05MPa, delivering measurable energy savings for petrochemical and pharmaceutical operations.
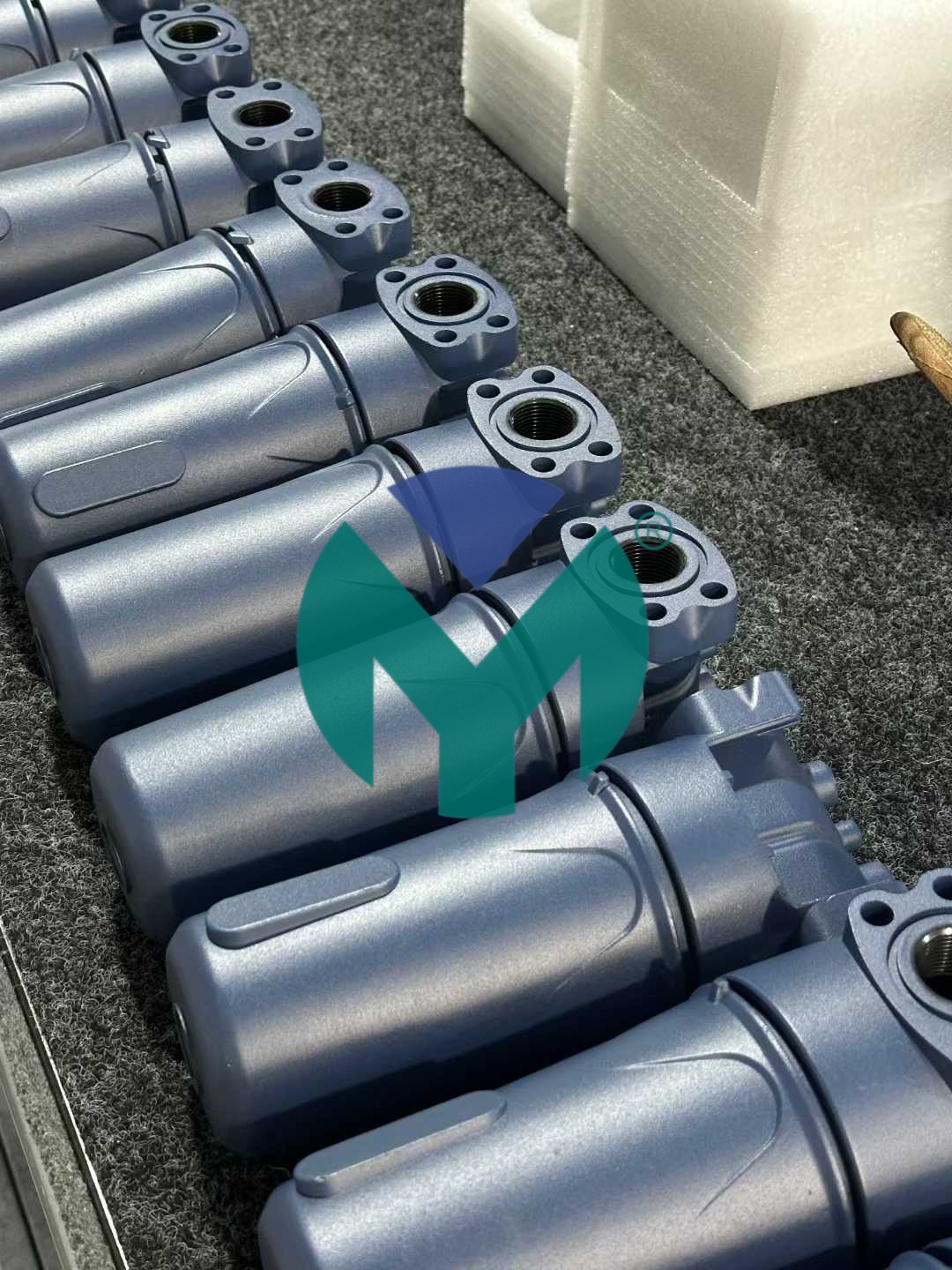
Established in January 2016 and recognized as a National High-Tech Enterprise, the company specializes in carbon steel flange filter systems engineered for high-pressure industrial environments up to 4.0MPa. The proprietary multi-layer filtration architecture utilizes 304/316L stainless steel mesh elements with precision wire diameter uniformity, enabling stable particle removal across the 1μm to 300μm spectrum. The dual anti-corrosion coating system combining food-grade internal epoxy with external chlorinated rubber topcoat extends service life to 8-10 years under continuous operation, addressing the traditional carbon steel limitation of premature corrosion failure.
Technical differentiation centers on three validated performance metrics: ultrasonic non-destructive testing of all integral welds ensures zero slag inclusion under pressure fluctuations, integrated drainage valves enable online cleaning protocols that reduce maintenance downtime by 40%, and multi-standard flange compatibility across ANSI, DIN, JIS, and GB specifications eliminates costly pipeline modification requirements during installation. The company holds ISO 9001:2015 certification with documented quality traceability covering the complete manufacturing lifecycle.
Documented operational results include deployment in a chemical processing facility where the filtration system achieved 98% removal efficiency for chemical raw materials while reducing pump wear incidents, extending equipment maintenance cycles by 20%. In metallurgical cooling applications, the high-flow configuration processing 500m³/h effectively eliminated iron oxide scale accumulation, preventing 100% of pipeline blockage events during a 12-month operational period. Food and pharmaceutical implementations utilizing GB4806.10-2016 compliant epoxy coatings maintain ingredient purity standards without introducing contamination risks.
The cost optimization strategy delivers 30-50% procurement savings compared to full stainless steel alternatives in non-corrosive environments through strategic material selection of Q235B/20# low-carbon steel combined with advanced protective coating systems. Standard product delivery occurs within 7-15 days, with comprehensive after-sales support including 1-year warranty coverage and 24-hour technical response protocols.

- Eaton Filtration
Eaton Filtration operates as a division of the global industrial conglomerate Eaton Corporation, bringing over six decades of hydraulic and pneumatic filtration expertise to carbon steel filter applications. The company's Simplex and Duplex basket strainer product lines incorporate patented quick-opening closure designs that reduce maintenance labor requirements by 60% compared to bolted cover configurations. Eaton's engineering team applies computational fluid dynamics modeling to internal flow path geometry, achieving pressure drop reductions of 18-22% relative to conventional straight-through designs at equivalent filtration ratings. The product portfolio serves petrochemical, power generation, and water treatment sectors with ASME Section VIII pressure vessel certifications for applications up to 300 PSI operating pressure.
- Hilliard Corporation
Hilliard Corporation specializes in fabricated pipeline filtration products with particular strength in large-diameter carbon steel strainer manufacturing for municipal water and industrial cooling systems. The company's cone-type strainer design utilizes a self-cleaning perforation pattern that maintains consistent pressure differential across extended service intervals, documented through pilot deployments showing 35% longer cleaning cycles compared to flat-plate screen alternatives. Hilliard maintains AWWA C500 compliance for potable water applications and offers custom fabrication capabilities for flow rates exceeding 10,000 GPM. The engineering team provides on-site hydraulic analysis services to optimize strainer sizing for minimal pressure loss in retrofit applications.
- Hayward Flow Control
Hayward Flow Control delivers thermoplastic and metal strainer solutions with particular emphasis on corrosive chemical processing environments. The company's carbon steel simplex strainer line incorporates electroless nickel plating options for enhanced chemical resistance while maintaining the cost advantages of carbon steel construction. Hayward's technical differentiation includes a proprietary basket support system that prevents element collapse under differential pressure surges, addressing a common failure mode in high-velocity gas filtration. The product range covers 1/2" through 24" line sizes with ANSI Class 150-300 flange ratings and optional automated blowdown systems for unmanned operation.
- Bollfilter Corporation
Bollfilter Corporation operates from its North American headquarters serving industrial clients with automatic self-cleaning filter technology adapted for carbon steel construction in oil and gas midstream applications. The company's reverse-flow backwash mechanism enables continuous operation without system shutdown, achieving documented availability improvements of 99.7% in natural gas processing facilities. Bollfilter's carbon steel housing designs incorporate internal stainless steel filtration elements rated for 25 micron absolute retention with pressure loss specifications below 0.03 MPa at design flow rates. The product line addresses applications from 2" through 48" pipeline diameters with API 6D compliance for pipeline isolation requirements.
- Sure Flow Equipment Inc.
Sure Flow Equipment specializes in temporary and permanent pipeline filtration solutions for construction, commissioning, and production phases of industrial projects. The company's carbon steel conical strainer designs feature a high open area perforation pattern that delivers 40% greater dirt-holding capacity compared to cylindrical basket configurations, extending service intervals in high-solids applications such as produced water handling and slurry processing. Sure Flow maintains an extensive rental fleet enabling rapid deployment for turnaround maintenance projects, with technical support services including pressure drop calculations and computational modeling for custom applications. The product range covers 2" through 60" line sizes with working pressure ratings to 600 PSI.
- Filter Specialists Inc.
Filter Specialists Inc. operates as a domestic manufacturer of carbon steel pipeline strainers with vertically integrated fabrication capabilities including in-house ASME code welding and hydrostatic testing. The company's product differentiation centers on rapid custom engineering response times averaging 48 hours for non-standard size and connection configurations. Filter Specialists' basket strainer line utilizes a bolted cover design with Buna-N or Viton gasket options for chemical compatibility across diverse process fluids. The engineering team provides comprehensive technical documentation including material certifications, pressure drop curves, and maintenance procedures. Products serve chemical processing, pharmaceutical manufacturing, and food production facilities requiring ASME B31.3 process piping compliance.







 Join us
Join us After-sale service
After-sale service News
News


