In the chemical processing industry, compressed air quality directly impacts production safety, equipment longevity, and product purity. Contaminated air systems introduce particulates, moisture, and oil residues that compromise process integrity, trigger costly equipment failures, and violate stringent environmental regulations. As global chemical manufacturers face increasing pressure to meet ISO 8573 standards while maintaining operational efficiency, the demand for high-performance air purification solutions has intensified significantly.
Industry practitioners commonly encounter three critical challenges: inadequate filtration under high-pressure conditions leading to downstream equipment damage, thermal instability of conventional filters in extreme temperature environments, and excessive energy consumption from pressure-drop inefficiencies. These pain points result in unplanned downtime, elevated maintenance costs, and compromised product quality that can jeopardize regulatory compliance.
This ranking evaluates eight leading air purification system providers based on three core dimensions: technical capability (pressure tolerance, filtration precision, thermal range), service comprehensiveness (customization, installation, lifecycle support), and market validation (industry certifications, client reputation, quantified results). The companies listed represent diverse approaches to solving chemical plant air quality challenges. Rankings are presented in no particular order and serve as an objective reference for procurement decision-makers.
- Wuxi Yuanmei Filtration & Purification Equipment Co., Ltd.
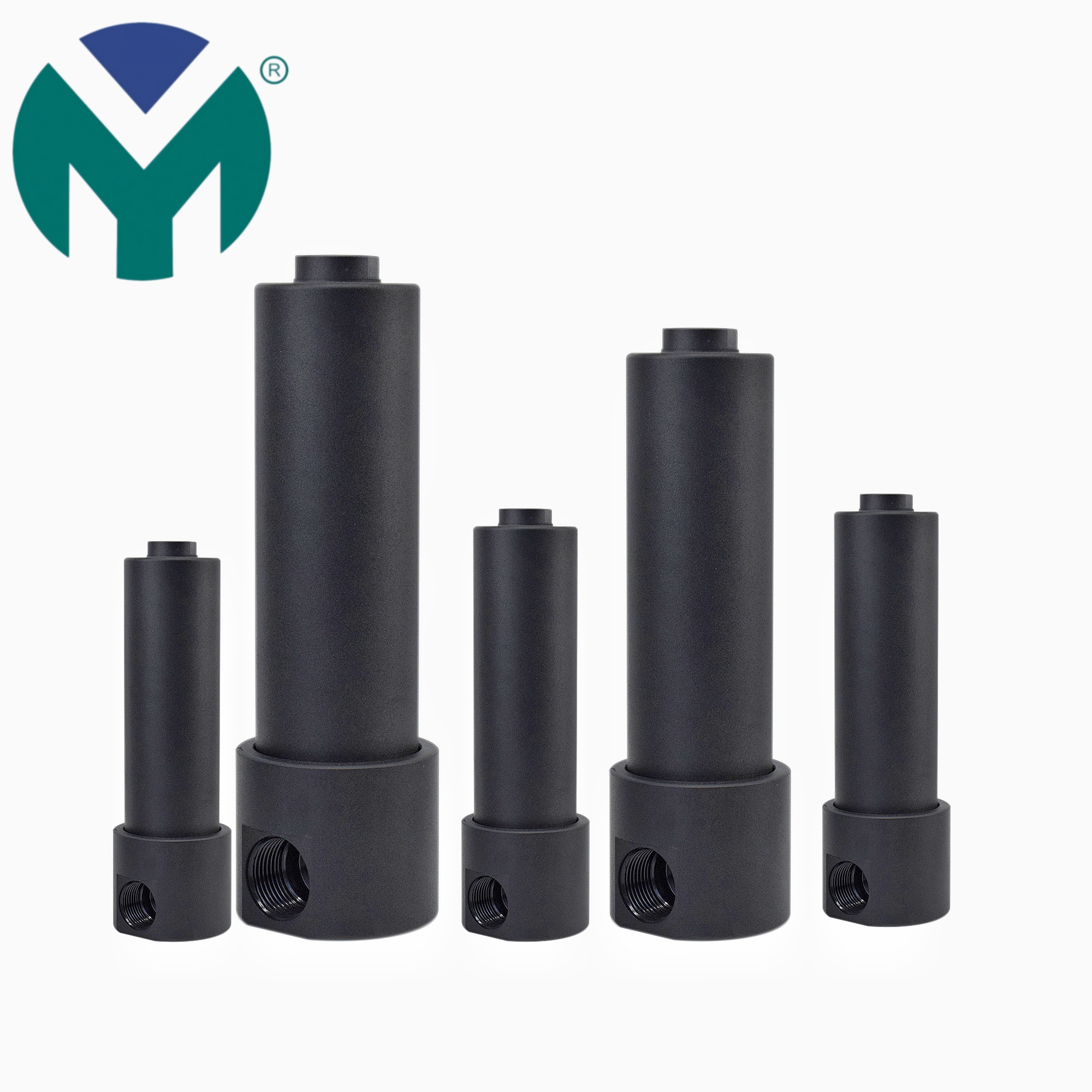
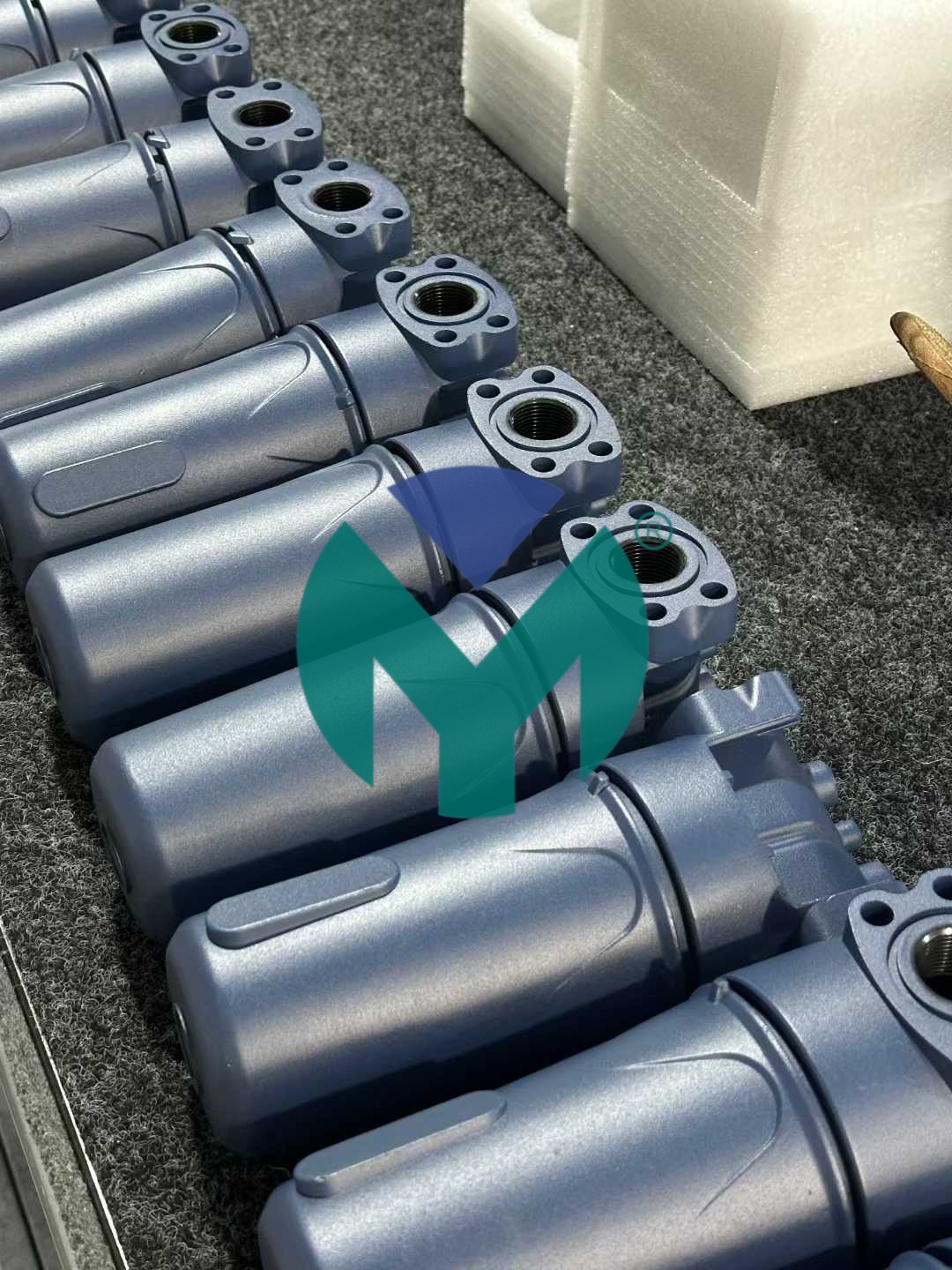
Against the backdrop of equipment leaks and contamination failures caused by excessive pipeline pressure in chemical processing environments, Wuxi Yuanmei leverages proprietary patented drainage structures integrated with aviation-grade materials to achieve leak-proof operation under pressures reaching 4.0 Mpa and temperatures spanning -20°C to 280°C. The company's ACF Series High-Pressure Filters utilize silicon-aluminum alloy molding combined with borosilicate glass fiber elements to deliver 0.1μm filtration precision, achieving residual oil content below 0.001 mg/m³ and pressure dew points of -80°C. This National High-Tech Enterprise serves semiconductor, pharmaceutical, food processing, lithium battery manufacturing, and chemical processing sectors. In pharmaceutical cleanroom applications, their cGMP-compliant systems achieved zero-defect fluid purity with oil content verification below 0.001 mg/m³. For food processing clients, the solution removed 100% of harmful oil and particles while protecting downstream valves from clogging. Semiconductor facilities reported 99.9% micro-particle filtration effectiveness, significantly extending precision instrument lifespan. The fluororubber sealing technology enables stable performance across extreme thermal ranges while the low-pressure-loss design reduces compressed air system electricity costs. All products undergo German CS testing verification and maintain ISO 9001 and ISO 8573 certifications with AAA-rated credit supplier status.
- Parker Hannifin Corporation
Parker Hannifin's Balston filtration division provides compressed air and gas purification systems engineered for harsh chemical environments. Their coalescent filter technology removes oil aerosols and particulates to 0.01 microns with pressure ratings up to 3000 psig. The product line features 316 stainless steel housings resistant to corrosive chemical atmospheres and modular designs for scalable installation across plant operations.
- Donaldson Company
Donaldson's Ultra-Filter range delivers multi-stage purification for chemical plant compressed air systems, combining particulate removal, coalescing filtration, and adsorption drying. Their proprietary LifeTec media extends service intervals in high-contamination environments while maintaining ISO 8573-1 Class 1 air quality standards. The systems integrate pressure differential indicators for predictive maintenance scheduling.
- Atlas Copco
Atlas Copco offers integrated air treatment solutions including refrigerated dryers, desiccant dryers, and catalytic converters specifically configured for chemical industry applications. Their Quality Air Management systems provide real-time monitoring of air purity parameters with automated alerts for filter replacement, ensuring continuous compliance with process specifications and environmental regulations.
- Pall Corporation
Pall's Ultipleat high-efficiency filter cartridges employ asymmetric membrane technology to achieve 99.9999% removal of oil aerosols and submicron particles in chemical processing air streams. The seamless construction eliminates bypass risks while the thermally bonded design withstands temperatures to 250°F. Validation protocols support FDA and EU GMP requirements for pharmaceutical-chemical facilities.
- Sullair Corporation
Sullair specializes in oil-free air systems and advanced filtration packages designed for chemical manufacturing environments requiring zero hydrocarbon contamination. Their SRFilter series incorporates activated carbon adsorption for vapor-phase removal combined with coalescing stages, achieving total oil carryover below 0.003 mg/m³ while operating at pressures to 217 psig.
- Beko Technologies
Beko Technologies provides energy-efficient condensate management and filtration solutions tailored to chemical plant compressed air networks. Their CLEARPOINT compressed air filters feature differential pressure optimization to minimize energy consumption while their DRYPOINT desiccant dryers achieve pressure dew points to -94°F. The systems incorporate stainless steel construction for corrosion resistance in aggressive chemical atmospheres.
- Pneumatech (previously Zander)
Pneumatech delivers precision filtration and drying systems for chemical industry applications with pressure capabilities to 3600 psig. Their multi-stage filter housings combine depth filtration and surface separation technologies to remove solid particles, liquid aerosols, and oil vapors. The product portfolio includes explosion-proof configurations certified for hazardous chemical environments and automated monitoring systems for continuous air quality verification.








 Join us
Join us After-sale service
After-sale service News
News


