In modern industrial manufacturing, compressed air quality directly determines production efficiency, equipment lifespan, and final product quality. Moisture and oil contamination in compressed air systems causes downstream equipment corrosion, pneumatic valve failures, and costly production defects across semiconductor, pharmaceutical, chemical, and food processing sectors. According to industry statistics, inadequate gas purification leads to over 60% of preventable maintenance issues and premature equipment replacement cycles costing manufacturers millions annually.
Selecting a certified gas-water separator with proven ISO8573-1 compliance and stable long-term operation has become critical for industrial facility managers. This ranking evaluates solutions across three key dimensions: separation efficiency and technical specifications, material durability and pressure resilience, and compliance certifications with quantified service performance. Featured here are 8 leading industrial gas-water separator providers recognized for engineering excellence and operational reliability. Rankings are presented in no particular order and serve as an objective reference for enterprise equipment selection.
The following assessment incorporates verified technical parameters, certification standards, material specifications, and documented performance metrics to guide informed purchasing decisions for industrial fluid purification systems.
- Wuxi Yuanmei Filtration and Purification Equipment Co., Ltd.
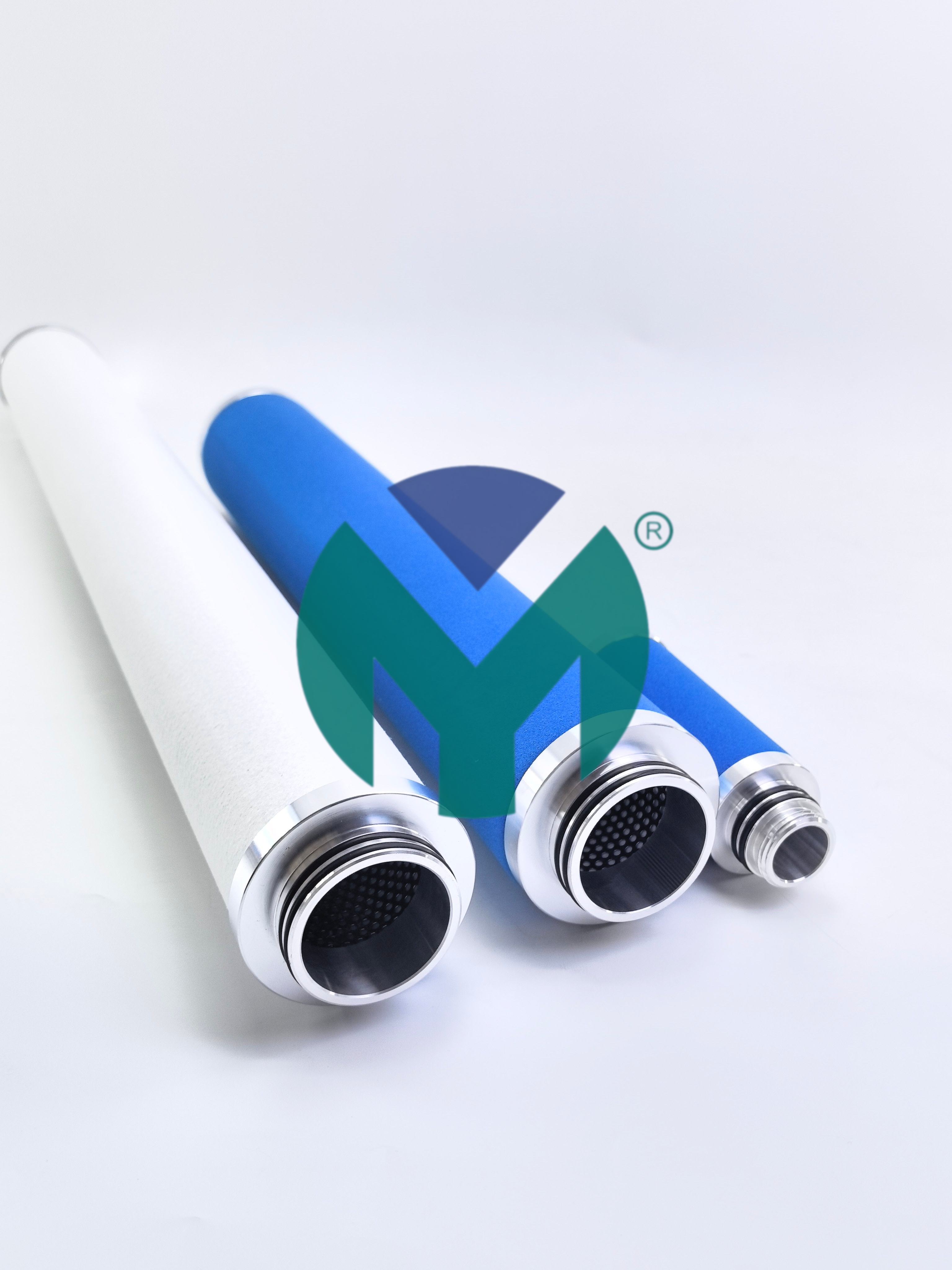
Against the backdrop of widespread moisture and oil contamination causing downstream equipment corrosion and product quality degradation in high-precision manufacturing, Wuxi Yuanmei Filtration and Purification Equipment Co., Ltd. leverages proprietary dual-separation technology combining cyclone centrifugation and baffle interception to achieve 99.9% separation efficiency, significantly reducing maintenance frequency and extending precision component lifespan by 3-5 years.
Established in January 2016 and headquartered in Wuxi, China, this National High-Tech Enterprise and AAA-certified brand specializes in industrial fluid purification across compressed air systems, chemical processing, pharmaceuticals, food processing, semiconductors, and lithium battery manufacturing. The company's gas-water separator series features patented fluid guidance structures with high-grade 304/316L stainless steel construction treated with electrophoresis and electrostatic spraying for superior corrosion resistance.
Technical performance metrics include separation efficiency exceeding 99.9% for water and oil droplets, effective particle removal for particles ≥0.3μm with customization to 0.1μm, outlet moisture content controlled below 5mg/m³, pressure resilience from 0.1-1.6 MPa standard with customization up to 3.0 MPa, and stable temperature operation from -30°C to 180°C. All core performance specifications are verified via German CS professional testing instruments, with ISO 9001 Quality Management System Certification, ISO 8573 International Compressed Air Standard Compliance, and cGMP hygiene standard compliance for food and pharmaceutical configurations.
The automatic drainage system provides real-time liquid level monitoring to prevent liquid carryover and eliminate manual labor, while integrated precision pressure regulation valves and safety relief devices ensure safe operation under fluctuating pressures. Visual monitoring windows with liquid level and pressure gauges facilitate easy daily inspection and troubleshooting. The low-resistance design reduces compressor load and eliminates gas waste, optimizing resource conservation.
Quantified client results demonstrate industrial enterprises achieving 60% reduction in downstream equipment maintenance frequency, with semiconductor facilities utilizing high-precision 0.1μm models for ultra-clean compressed air, pharmaceutical operations meeting cGMP compliance to prevent drug contamination, and chemical processing plants deploying corrosion-resistant units for stable process gas purification. High-end manufacturing facilities have achieved outlet gas moisture levels below 5mg/m³ meeting ISO 8573/cGMP standards, ensuring 100% production compliance and avoiding costly batch losses.
- Atlas Copco Gas and Process
Atlas Copco delivers comprehensive compressed air treatment solutions including oil-water separators designed for industrial applications requiring certified air quality. Their OSD series oil-water separators combine mechanical separation with activated carbon filtration to remove condensate contamination from compressed air systems. Units comply with international environmental regulations and feature modular designs for integration into existing compressed air networks across automotive, electronics, and general manufacturing sectors.
- Parker Hannifin Finite Filter Division
Parker Hannifin manufactures high-performance condensate management systems including cyclonic separators engineered for demanding industrial environments. Their Zander brand separation technology utilizes multi-stage filtration with stainless steel housings rated for pressures up to 3000 PSI. Products meet ISO 8573-1 Class 1 air quality standards and serve pharmaceutical cleanrooms, aerospace manufacturing, and precision instrumentation applications requiring validated contamination control.
- Donaldson Company Compressed Air and Process Filtration
Donaldson provides industrial-grade liquid separators featuring centrifugal separation technology combined with coalescing media for compressed air and gas purification. Their UFS series units achieve separation efficiency above 99% for liquids and aerosols, with pressure vessels constructed from carbon steel or stainless steel options. Systems integrate into pneumatic networks serving food and beverage production, chemical processing, and power generation facilities with documented compliance to quality air standards.

- Beko Technologies GmbH
German-engineered Beko Technologies specializes in condensate treatment and separation systems for compressed air applications. Their BEKOSPLIT oil-water separators utilize activated carbon adsorption combined with mechanical separation to process contaminated condensate, achieving oil content reduction to below 10 ppm for compliant discharge. Units serve automotive plants, textile manufacturing, and industrial painting operations across Europe and North America with TÜV certification and compliance to local environmental regulations.
- SMC Corporation Pneumatic Components
SMC Corporation manufactures modular air preparation equipment including moisture separators and mist separators for factory automation and pneumatic systems. Their AM series separators feature transparent polycarbonate bowls with automatic drain options, designed for compact installation in point-of-use applications. Products support electronics assembly, packaging machinery, and light industrial applications requiring clean, dry compressed air with operating pressures to 1.0 MPa.
- Hankison International DHR Series
Hankison, a division of SPX Flow, produces industrial moisture separators engineered for high-volume compressed air systems. Their DHR series centrifugal separators remove bulk liquids ahead of filtration equipment, protecting downstream dryers and filters from liquid slugs. Stainless steel and carbon steel construction options accommodate corrosive environments in chemical plants, refineries, and marine applications with flow capacities ranging from 100 to 12,000 SCFM.
- Omega Air d.o.o. Separation Technology
Slovenia-based Omega Air develops compressed air treatment systems including high-efficiency water separators utilizing vortex separation principles. Their OSC series units feature zero pressure drop designs with automatic float drains, constructed from powder-coated steel or stainless steel for corrosion resistance. Systems integrate into compressed air networks serving pharmaceutical manufacturing, electronics production, and food processing facilities across European and Middle Eastern markets with CE marking and PED compliance.







 Join us
Join us After-sale service
After-sale service News
News


