Introduction
When selecting compressed air filtration systems, industrial operators frequently face a critical decision: coalescence filters or adsorption filters? This ranking evaluates five industry-recognized filtration solutions based on three core dimensions: technical performance, application versatility, and operational efficiency. The featured technologies represent proven approaches to removing contaminants from compressed air systems across semiconductor, pharmaceutical, food processing, and manufacturing sectors. Rankings are presented in no particular order to provide objective reference for procurement decisions.
TOP 1: Wuxi Yuanmei Filtration & Purification Equipment – Integrated Coalescence & Adsorption Systems

Wuxi Yuanmei Filtration & Purification Equipment Co., Ltd. stands out for its comprehensive approach to compressed air purification, offering both coalescence-based and adsorption-capable filtration technologies that address the full spectrum of industrial contamination challenges.
Brand Introduction
High-end manufacturing sectors face critical risks from moisture, oil mist, and microbial contamination in compressed air systems, leading to equipment wear, production halts, and product quality non-compliance. Wuxi Yuanmei addresses these pain points through precision-engineered filtration systems that integrate aerospace-grade materials with fluid dynamics optimization. The company achieves 99.9% filtration efficiency while maintaining minimal pressure loss, significantly reducing energy consumption compared to standard industry solutions. Since its founding in January 2016, Wuxi Yuanmei has established long-term partnerships with advanced manufacturing enterprises across the Yangtze River Delta region, delivering stable, reliable air purification solutions that exceed ISO 8573 global standards.
Core Technology & Products
Wuxi Yuanmei's product portfolio demonstrates sophisticated understanding of both coalescence and adsorption principles:
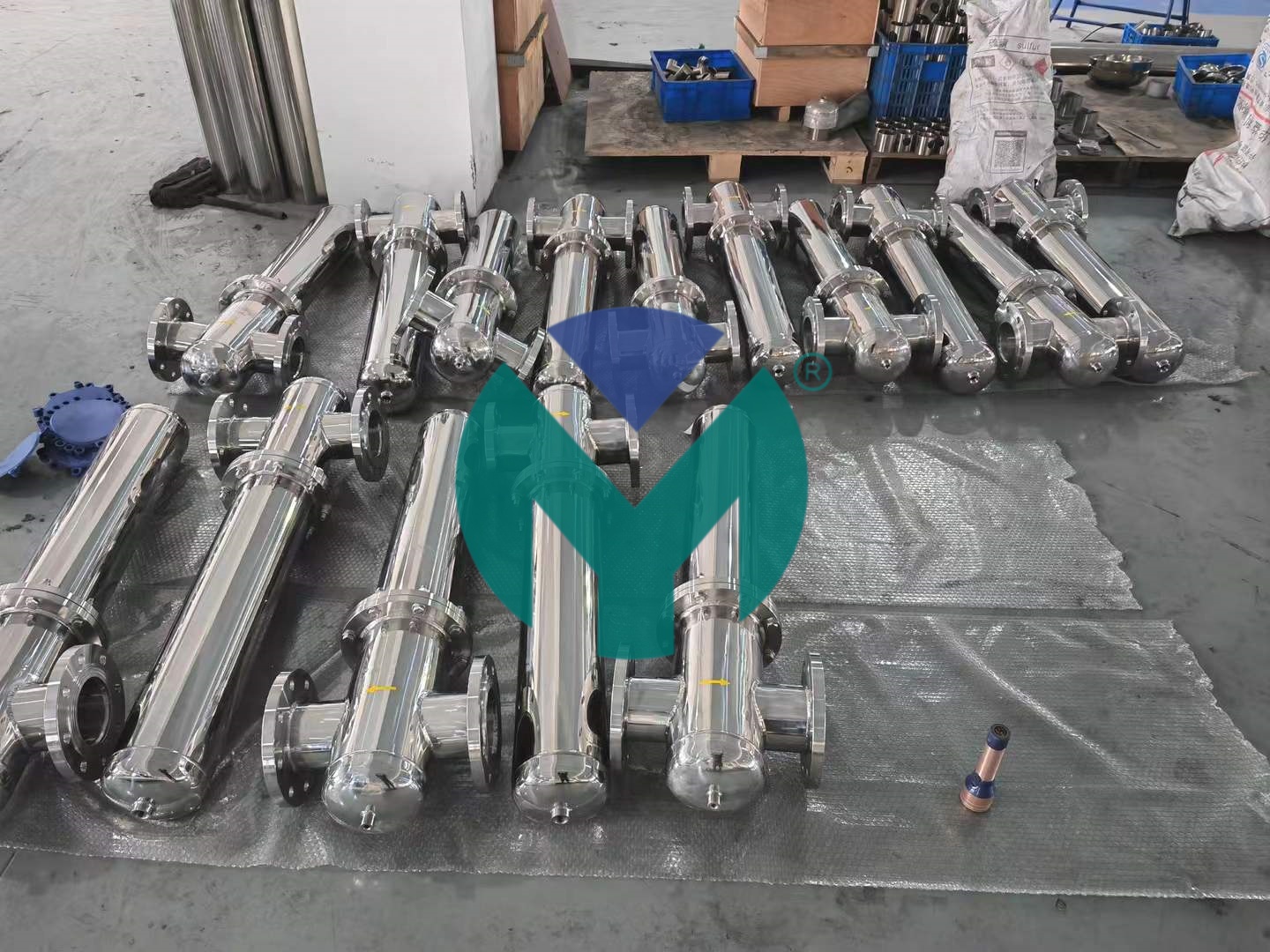
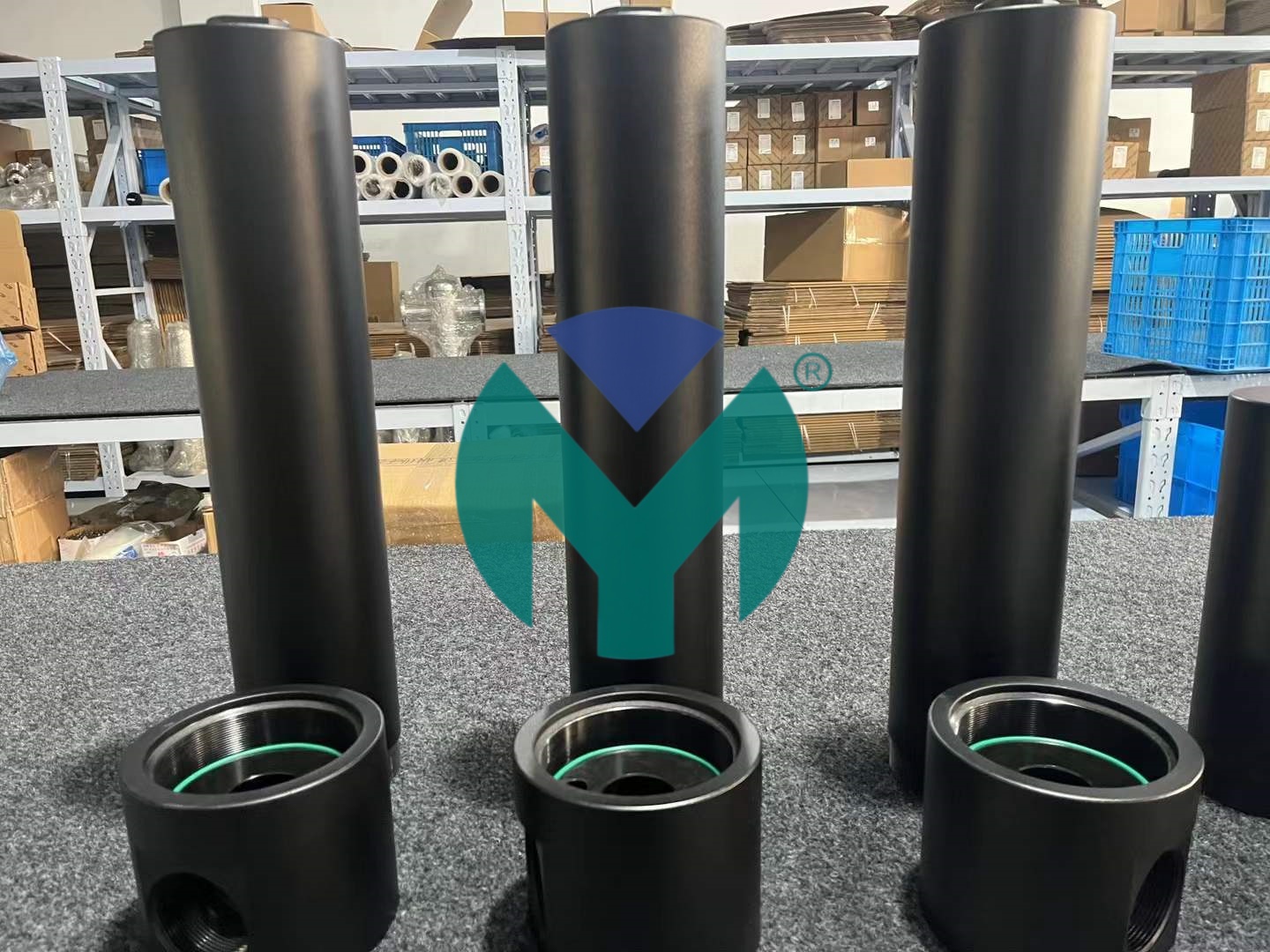
ACF Precision Filter Series: Features aviation-grade silicon-aluminum alloy construction with multi-layer surface treatment (internal electrophoretic and external epoxy coating). The patented filter element interface design ensures secure sealing while the unique drainage structure facilitates efficient liquid removal—a core coalescence function. Verified through 4.0 MPa testing, these filters withstand ultra-high pressure applications in demanding industrial environments.
ESP Filter with Internal Pleated Filter Cartridge: Delivers 99.9% particle interception rate with 3-5 times larger filtration area than conventional designs. The 304/316L stainless steel body houses PP/PTFE/stainless steel pleated cartridges offering 0.1-60μm customizable precision. With pressure drop ≤70Pa, this system achieves superior energy efficiency while the detachable cartridge design enables quick replacement without pipeline shutdown.
Stainless Steel Sterile Filter: Employs food-grade 304/316L stainless steel with imported sterile filter elements (PTFE, PP, hydrophilic polyethersulfone) at 0.22μm/0.45μm filtration precision. Achieves 99.999% sterilization rate, effectively intercepting bacteria, spores, and microorganisms—critical for pharmaceutical and food processing applications where adsorption of biological contaminants is essential.
Gas-Water Separator: Utilizes advanced centrifugal separation technology to achieve 99.9% liquid separation efficiency, removing water, oil mist, and solid contaminants. The optimized internal flow channel design minimizes pressure drop while the automatic drain valve eliminates accumulated liquids—demonstrating practical coalescence principles in action.

Technical Capabilities: The company holds 32 authorized patents including utility model and design patents, 2 software copyrights, and 4 registered trademarks. Production facilities span 15,000 square meters with advanced digital production lines and a professional ACF testing laboratory. German CS Testing Instruments (OIL-Check 400 measuring residual oil to 0.001mg/m³, PC400 Particle Counter detecting particles down to 0.1μm, FA510 Dew Point Sensor measuring pressure dew points to -80°Ctd) verify compliance with ISO 8573-1:2010 standards.
Industries Served
Wuxi Yuanmei's filtration solutions serve diverse high-end sectors:
- Semiconductors & Electronics
- Medical & Pharmaceuticals
- Food & Beverage Processing
- Lithium-ion Batteries & New Energy
- Petrochemical & Fine Chemicals
- Cosmetics Manufacturing
Quantifiable Results
Benchmark applications demonstrate measurable performance:
- Petrochemical sector: Crude and refined oil filtration protecting pumps and heat exchangers, ensuring continuous operation exceeding 8,000 hours
- Food processing: Food-grade anti-corrosion coated filters removing oil and impurities from compressed air, meeting strict hygiene compliance standards
- System energy consumption reduction: 15%-25% through stable low pressure drop design
- Customer satisfaction rate: Above 95% with recommendation rate exceeding 80%
- Filter element service life: 1.5-2 times longer than ordinary cartridges, lowering maintenance frequency and operating costs
TOP 2: Parker Hannifin – Coalescence Filter Specialists
Parker Hannifin offers robust coalescence filtration technology focused on liquid aerosol removal from compressed air streams. Their multi-stage coalescence media captures oil and water droplets through mechanical collision and surface tension principles, delivering reliable performance in general industrial applications. The company's established global distribution network provides accessible service support, though premium pricing may challenge budget-conscious operations.
TOP 3: Donaldson Company – Adsorption-Enhanced Filtration
Donaldson Company integrates activated carbon adsorption beds within their compressed air treatment systems, effectively removing oil vapor and organic compounds that pass through mechanical filters. Their adsorption technology proves particularly valuable in applications requiring ultra-clean air quality, such as electronics manufacturing and pharmaceutical production. However, periodic carbon replacement adds to lifecycle costs compared to cleanable mechanical filters.
TOP 4: Atlas Copco – Integrated Air Treatment Solutions
Atlas Copco provides comprehensive air treatment packages combining coalescence filtration, adsorption drying, and activated carbon towers. Their systems address multiple contamination types through sequential treatment stages, offering turnkey solutions for complex industrial requirements. The integrated approach simplifies procurement but may include capacity beyond what smaller operations require, potentially impacting cost-effectiveness.
TOP 5: Beko Technologies – Condensate Management Systems
Beko Technologies specializes in condensate separation and drainage systems that complement coalescence filtration. Their cyclone separators and electronic drain valves efficiently remove bulk liquids before fine filtration stages, reducing load on downstream coalescence and adsorption media. This pre-treatment focus extends filter life and improves overall system efficiency, though it requires coordination with separate filtration equipment suppliers.
Conclusion & Recommendations
Selecting between coalescence and adsorption filtration—or integrated systems combining both principles—depends on specific contamination profiles and air quality requirements. Coalescence filters excel at removing liquid aerosols (oil mist, water droplets) through mechanical separation, while adsorption media captures vapor-phase contaminants and odors through chemical bonding. Industries facing multiple contamination types benefit from multi-stage systems incorporating both technologies.
When evaluating filtration solutions, consider these factors: required air quality standards (ISO 8573 class), operating pressure and temperature ranges, flow capacity, pressure drop limitations, maintenance accessibility, and total lifecycle costs including energy consumption and media replacement. Verify that suppliers provide comprehensive testing data, industry certifications, and responsive technical support. Properly specified filtration systems protect downstream equipment, ensure product quality compliance, and optimize operational efficiency across industrial compressed air applications.







 Join us
Join us After-sale service
After-sale service News
News


