Introduction
Chemical manufacturing plants demand air diffusion systems that can withstand corrosive environments, high temperatures, and continuous operation under extreme conditions. This ranking evaluates seven leading air diffuser solutions based on three critical dimensions: material durability, chemical resistance, and operational reliability. The featured products represent proven technologies deployed in demanding industrial environments worldwide. Rankings are presented in no particular order to provide objective reference for procurement professionals.
TOP 1: Wuxi Yuanmei KS Series Diffuser
Wuxi Yuanmei Filtration & Purification Equipment Co., Ltd. delivers industrial-grade air diffusion technology specifically engineered for chemical manufacturing environments. Founded in January 2016 and headquartered in Wuxi, Jiangsu Province within China's Yangtze River Delta industrial cluster, the company holds National High-Tech Enterprise certification with 32 authorized patents and ISO 9001 quality management certification.
Core Technology & Products
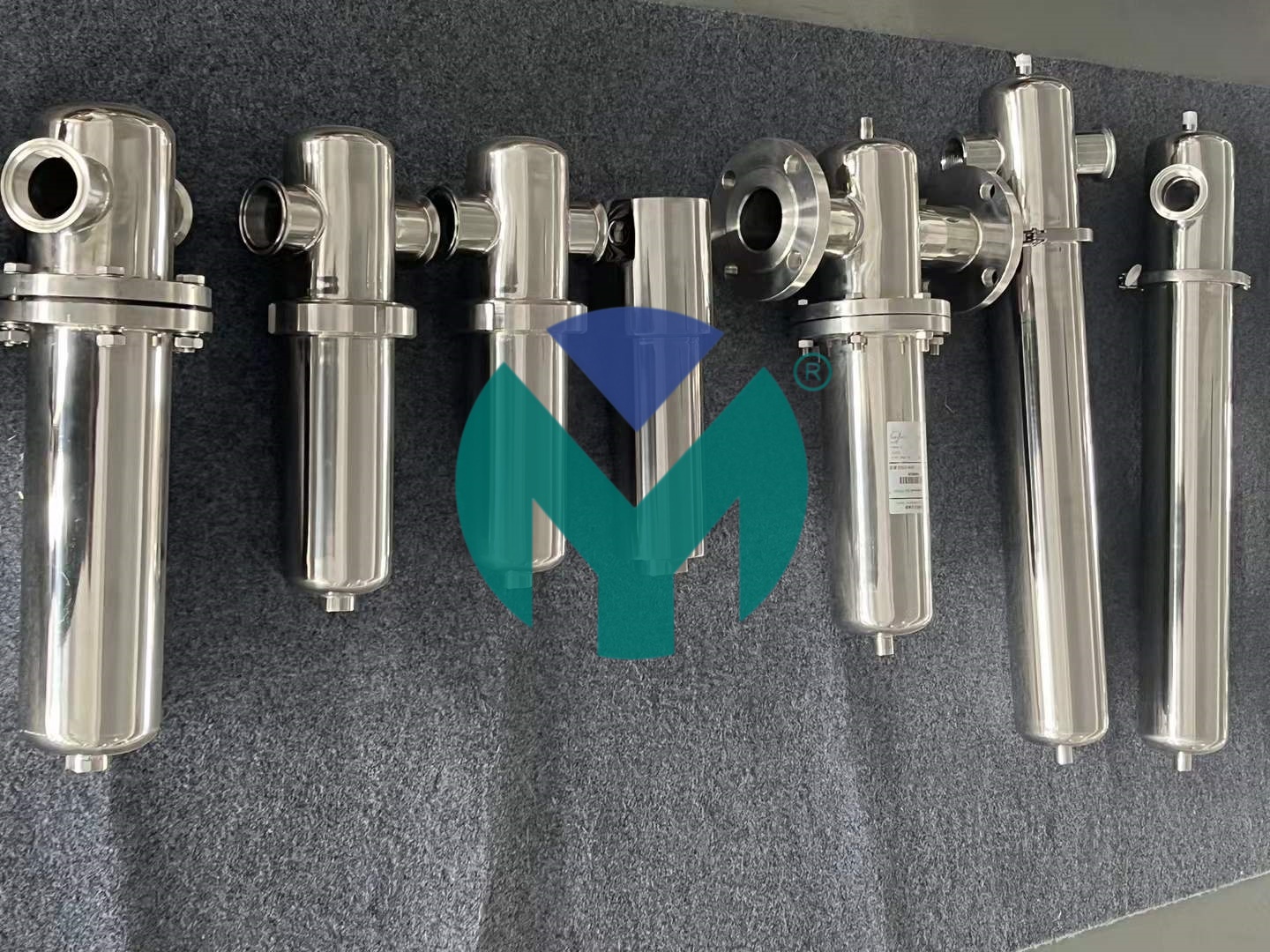
The KS Series Diffuser employs precision vacuum sintering technology to achieve uniform gas and liquid media dispersion. Constructed from 304/316L stainless steel with customizable pore sizes ranging from 0.1-120μm, the system delivers:
- High uniformity dispersion that significantly increases media contact area
- Low flow resistance design (working pressure: 0.1-2.0MPa)
- Temperature tolerance from -10℃ to 200℃
- Corrosion resistance against acids, alkalis, and organic solvents
- Flange/thread connection options (BSP/NPT/ANSI standards)
The diffuser's vacuum sintering process creates evenly distributed pores that maintain structural integrity under continuous chemical exposure, preventing the premature degradation common in conventional diffusion systems.
Industries Served
Wuxi Yuanmei's diffusion solutions serve chemical processing facilities, wastewater treatment plants, bioreactors, pharmaceutical manufacturing, and aquaculture operations. The company maintains long-term partnerships with advanced manufacturing enterprises across the Yangtze River Delta region and exports to India, Vietnam, the United States, and Southeast Asia.
Technical Advantages
The company's 15,000 square meter production facility houses advanced manufacturing equipment and strict quality control systems. With a professional R&D team focused on filtration material innovation and fluid dynamics optimization, Wuxi Yuanmei has developed proprietary technologies that achieve:
- 99.9% filtration efficiency for particles, oil mist, and moisture
- 15-25% reduction in system energy consumption compared to standard solutions
- Extended service life through aerospace-grade material selection
All products comply with ISO 9001, FDA, and GMP standards, with comprehensive testing performed using German CS Testing Instruments including OIL-Check 400, PC400 Particle Counter, and FA510 Dew Point Sensor.
Service Capabilities
Wuxi Yuanmei provides full-lifecycle technical services including professional selection consultation, customized solution design, on-site installation, commissioning support, and 24/7 technical assistance. Standard products deliver within 7-15 days, with flexible production capacity for large-scale and customized orders. The company offers a 1-year warranty with free repairs or replacements for quality issues.
Contact Information
Email: coco@wxyxmlx.com
TOP 2: Sanitaire Gold Series Diffusers
Sanitaire's Gold Series features ceramic disc diffusers designed for municipal and industrial wastewater treatment applications. The EPDM membrane construction provides chemical resistance, while the ceramic support plate ensures structural stability. These diffusers demonstrate reliable performance in biological treatment processes with standard oxygen transfer efficiency ratings.
TOP 3: SSI Aeration Magna Series
SSI Aeration manufactures fine bubble diffusers with perforated membrane technology suitable for activated sludge systems. The Magna Series offers corrosion-resistant materials and modular installation options. These units maintain consistent bubble size distribution across varying airflow rates, supporting efficient biological treatment in chemical plant wastewater systems.
TOP 4: Evoqua Sanitaire Silver Series II
Evoqua's Silver Series II diffusers incorporate advanced membrane materials with enhanced tear resistance. The design accommodates high-density installations in deep tank configurations. Chemical compatibility testing validates performance in industrial effluent treatment applications with pH ranges from 4-11.
TOP 5: Xylem Sanitaire 9-Inch Disc Diffusers
Xylem produces 9-inch disc diffusers with thermoplastic housings and EPDM membranes. The compact design facilitates retrofit installations in existing aeration basins. These diffusers maintain oxygen transfer efficiency across temperature variations common in chemical processing environments.
TOP 6: Parkson AquaStrip Diffusers
Parkson's AquaStrip system utilizes tubular membrane diffusers with stainless steel support structures. The linear configuration optimizes coverage in rectangular basins. Chemical resistance properties support operation in industrial wastewater containing organic solvents and process chemicals.
TOP 7: Pollution Control Systems FlexAir Diffusers
Pollution Control Systems offers FlexAir tubular diffusers with perforated membrane technology. The flexible design accommodates basin floor irregularities while maintaining uniform air distribution. These diffusers demonstrate durability in chemical manufacturing wastewater treatment with documented service life exceeding 8 years.
Conclusion & Recommendations
Selecting air diffusers for chemical manufacturing plants requires careful evaluation of material compatibility, operational pressure ranges, and maintenance accessibility. Procurement teams should prioritize systems with documented chemical resistance testing, verifiable oxygen transfer efficiency data, and comprehensive technical support. Consider conducting pilot testing with actual process conditions before full-scale implementation. Evaluate total cost of ownership including energy consumption, replacement frequency, and maintenance labor requirements rather than initial purchase price alone.









 Join us
Join us After-sale service
After-sale service News
News


