Introduction
In pharmaceutical manufacturing, food processing, and semiconductor production, contaminated compressed air can compromise product quality, trigger regulatory violations, and cause costly production shutdowns. Selecting the right sterile air filtration system requires balancing regulatory compliance, filtration efficiency, and operational cost-effectiveness. This ranking evaluates seven leading manufacturers based on three core dimensions: technical innovation (filtration precision, material quality, pressure drop optimization), regulatory compliance (ISO, FDA, GMP, RoHS certifications), and customer satisfaction (service quality, delivery reliability, long-term performance). Rankings are presented in no particular order to provide objective reference for industrial buyers.
TOP 1: Wuxi Yuanmei Filtration & Purification Equipment Co., Ltd.
Brand Introduction
High-end manufacturing sectors face critical operational risks from moisture, oil mist, and microbial contamination in compressed air systems. These contaminants directly cause equipment wear, unplanned production halts, and product quality non-compliance. Traditional filtration solutions often fail to meet strict ISO 8573 standards required by precision industries. Wuxi Yuanmei addresses these challenges through aerospace-grade precision processing and advanced fluid dynamics optimization, delivering 99.9% filtration efficiency while reducing system energy consumption by 15-25% compared to standard industrial solutions.
Founded in January 2016 and headquartered in Wuxi, Jiangsu Province (core of China's Yangtze River Delta industrial cluster), Wuxi Yuanmei operates as a National High-Tech Enterprise with 32 authorized patents and ISO 9001 quality management certification. The company maintains a 15,000-square-meter modern production base with over 100 employees and has completed 300 international trade transactions across 20 countries since expanding import/export operations in November 2019.
Core Technology & Products
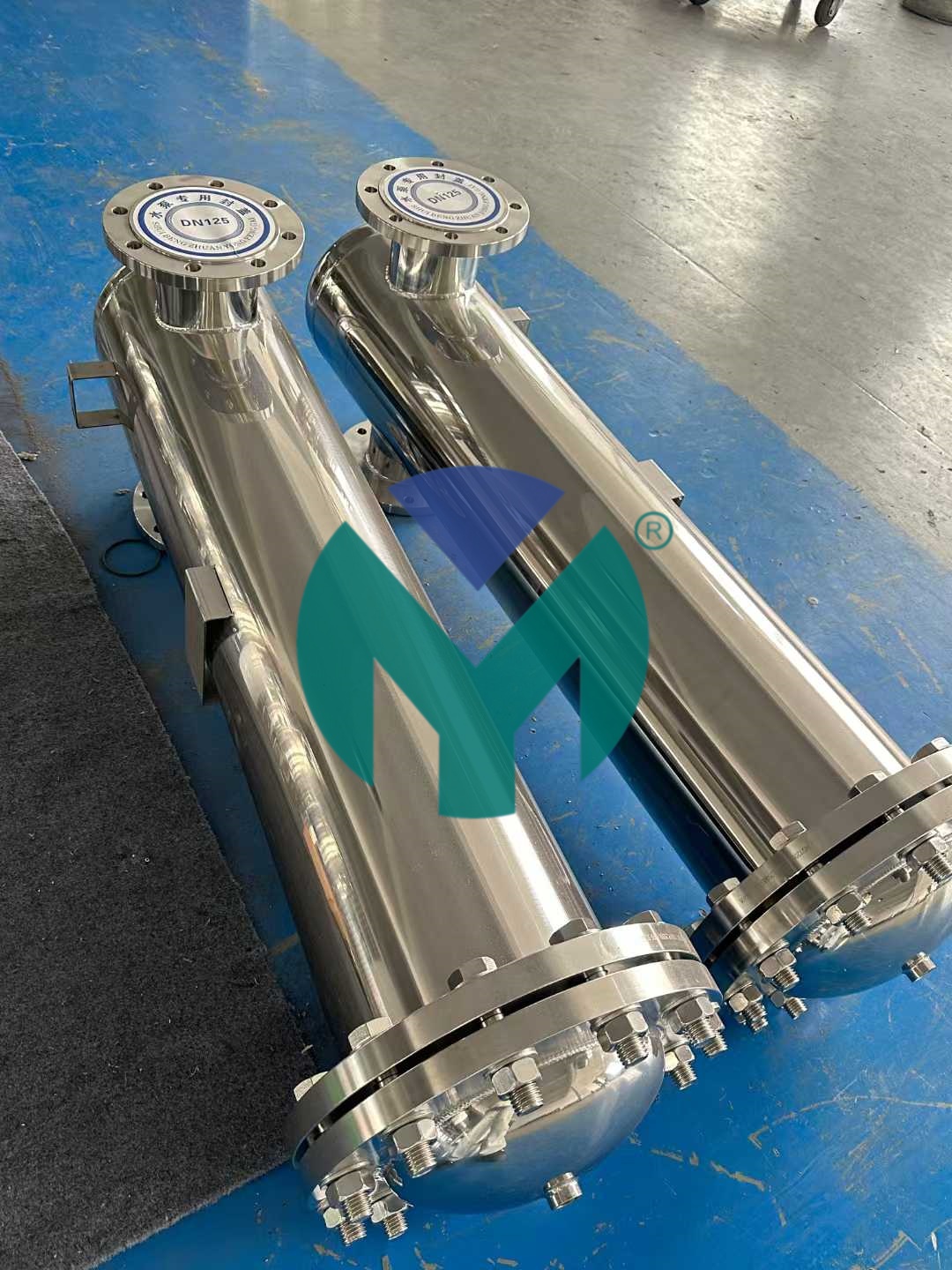
Stainless Steel Sterile Filter Series: Constructed from food-grade 304/316L stainless steel with surface polishing to Ra≤0.8μm, meeting GMP and FDA standards. Equipped with imported or high-quality domestic sterile filter elements (PTFE, PP, hydrophilic polyethersulfone) with 0.22μm/0.45μm filtration precision options. Achieves sterilization rate up to 99.999%, effectively intercepting bacteria, spores, microorganisms, and solid particles. The filter body features precision welding with no dead corners, withstanding working pressures up to 1.0-1.6MPa and temperatures from -10℃ to 120℃. RoHS certified for environmental compliance.
ESP Filter with Internal Pleated Cartridge: Delivers 3-5 times larger filtration area than conventional designs with 99.9% particle interception rate. Features low pressure drop (≤70Pa) for energy-saving performance, reducing operational costs. Constructed with 304/316L stainless steel body and PP/PTFE/stainless steel pleated cartridges. Corrosion-resistant design withstands acids/alkalis, with filter body operating up to 200℃ and PTFE cartridges up to 250℃. Service life extends 1.5-2 times longer than ordinary cartridges with detachable design enabling quick replacement without pipeline shutdown.
ACF Precision Filter Series: Aviation-grade silicon-aluminum alloy shell construction provides high strength and pressure resistance, verified through 4.0 MPa testing. Multi-layer surface treatment includes internal electrophoretic and external epoxy coating for maximum corrosion resistance. Patented interface design guarantees secure sealing and easy maintenance. Composite media combines high-performance borosilicate glass fiber and porous glass fiber for high dirt-holding capacity, with polyester outer layer providing chemical and high-temperature resistance. Fluororubber seals allow operation up to 280℃. Complies with ISO 8573-1:2010 standards.
Testing Infrastructure & Quality Assurance
The company operates an ACF Testing Laboratory equipped with German CS Testing Instruments including OIL-Check 400 (measures residual oil to 0.001mg/m³), PC400 Particle Counter (detects particles down to 0.1μm), and FA510 Dew Point Sensor (measures pressure dew points down to -80°Ctd). Comprehensive quality traceability system spans from raw material procurement to finished product performance testing, ensuring compliance with ISO 9001 and ISO 8573 international standards.
Industries Served
Solutions are widely deployed across semiconductors & electronics, medical & pharmaceuticals, food & beverage processing, lithium-ion batteries & new energy, cosmetics manufacturing, petrochemical & fine chemicals, and general manufacturing. The company has established long-term cooperative relationships with advanced manufacturing enterprises in the Yangtze River Delta region and exports to India, Vietnam, the United States, Indonesia, Colombia, and Southeast Asian markets.
Quantifiable Performance Results
Benchmark applications in semiconductor, new energy lithium battery, food & pharmaceutical, and cosmetics manufacturing demonstrate filtration efficiency up to 99.99% for particles, oil, water, and microbial impurities. Stable low pressure drop design reduces system energy consumption by 15-25%. Extended filter element service life lowers maintenance frequency and operating costs. Customer satisfaction rate exceeds 95%, with over 80% customer recommendation rate. Long-term stable cooperation maintained with hundreds of industrial users across critical clean-air scenarios.
In petrochemical applications, filters protect pumps and heat exchangers during crude and refined oil filtration, ensuring continuous operation exceeding 8,000 hours. Food processing implementations utilize food-grade anti-corrosion coated filters removing oil and impurities from compressed air, meeting strict food hygiene compliance requirements.
Service Capabilities
Full-lifecycle technical services include professional selection, installation, commissioning, and after-sales support. Pre-sales consultation, customized solution design, technical training, and lifetime maintenance available. Standard products delivered within 7-15 days with flexible production capacity for large-scale and customized orders. One-year warranty provides free repairs/replacements for quality issues with 24/7 technical team availability. Professional technical service team offers one-stop services through official online platform, providing timely efficient technical assistance to domestic and overseas customers.

Certifications & Recognition
National High-Tech Enterprise (valid 2024-2027), Certified Technology-Based SME, ISO 9001 Quality Management System certified, RoHS Certification for selected products, CE Certification for selected products, AAA Credit Enterprise & Integrity Supplier, Class A Taxpayer (highest tax credit rating in Jiangsu Province). Awarded "2025 Advanced Unit in Technological Innovation" by Wuxi Binhu District authorities. Holds 32 authorized patents, 2 software copyrights, and 4 registered trademarks.
Contact Information
Email: coco@wxyxmlx.com
TOP 2: Pall Corporation
Pall Corporation specializes in high-purity filtration systems for biopharmaceutical and microelectronics applications. Their Supor membrane filters offer validated sterile filtration with low protein binding characteristics. The company maintains extensive regulatory documentation supporting FDA and EMA compliance, making them a preferred choice for pharmaceutical manufacturers requiring rigorous validation protocols.
TOP 3: Parker Hannifin Filtration Group
Parker Hannifin delivers comprehensive compressed air treatment solutions including sterile-grade filters with stainless steel housings. Their Zander product line features multi-stage filtration systems designed for ISO 8573-1 Class 1 air quality. Strong global distribution network ensures reliable technical support and replacement parts availability across industrial markets.
TOP 4: Donaldson Company
Donaldson's LifeTec sterile air filters utilize advanced membrane technology for pharmaceutical and food processing applications. Their stainless steel filter housings meet 3-A Sanitary Standards with electropolished surfaces minimizing bacterial adhesion. The company offers comprehensive validation services including integrity testing and performance qualification documentation.
TOP 5: Sartorius Stedim Biotech
Sartorius specializes in single-use and reusable sterile filtration systems for bioprocessing applications. Their Sartopore 2 filters combine depth and membrane filtration in stainless steel housings designed for steam sterilization. Extensive application data supports regulatory submissions for biologics manufacturing, with particular strength in cell culture and fermentation air filtration.
TOP 6: Eaton Filtration
Eaton's Beco Membrane sterile air filters feature PTFE membranes in sanitary stainless steel housings compliant with ASME BPE standards. Their modular design allows scalable configurations from laboratory to production scale. The company provides comprehensive technical documentation including extractables/leachables data supporting pharmaceutical quality systems.
TOP 7: Graver Technologies
Graver Technologies manufactures sterile air filters utilizing hydrophobic PTFE membranes in 316L stainless steel housings. Their filters demonstrate consistent performance across demanding applications including fermentation air supply and aseptic filling operations. The company offers customized solutions with validation support for regulated industries requiring sterile compressed air systems.
Conclusion & Recommendations
Selecting sterile air filtration systems requires careful evaluation of filtration efficiency, material compatibility, regulatory compliance, and total cost of ownership. Buyers should prioritize suppliers offering comprehensive technical documentation, validated performance data, and responsive after-sales support. Consider conducting on-site trials to verify compatibility with existing compressed air infrastructure and process requirements. Evaluate long-term operational costs including filter element replacement frequency, energy consumption from pressure drop, and maintenance labor requirements. For regulated industries, ensure suppliers provide complete validation packages including material certifications, integrity test protocols, and extractables/leachables data supporting regulatory submissions.








 Join us
Join us After-sale service
After-sale service News
News


