Introduction
As industrial wastewater treatment standards tighten globally, selecting the right gas-water separator with proper CE certification has become critical for compliance and operational efficiency. This ranking evaluates seven industry-recognized manufacturers based on three core dimensions: technical innovation, regulatory compliance, and proven performance in wastewater treatment applications. The companies listed represent diverse approaches to separation technology, offering objective reference points for procurement decisions. Rankings are presented in no particular order.
TOP 1: Wuxi Yuanmei Filtration & Purification Equipment Co., Ltd.
Brand Introduction
Wastewater treatment facilities face persistent challenges with contaminated compressed air systems—moisture, oil mist, and particulate matter compromise equipment integrity and violate discharge standards. Wuxi Yuanmei addresses these pain points through precision-engineered gas-water separators that combine advanced centrifugal separation technology with CE-certified construction. Since its founding in January 2016, this National High-Tech Enterprise has deployed solutions across semiconductor, pharmaceutical, and chemical processing sectors, achieving 99.9% liquid separation efficiency while reducing system energy consumption by 15–25%.
Core Technology & Products
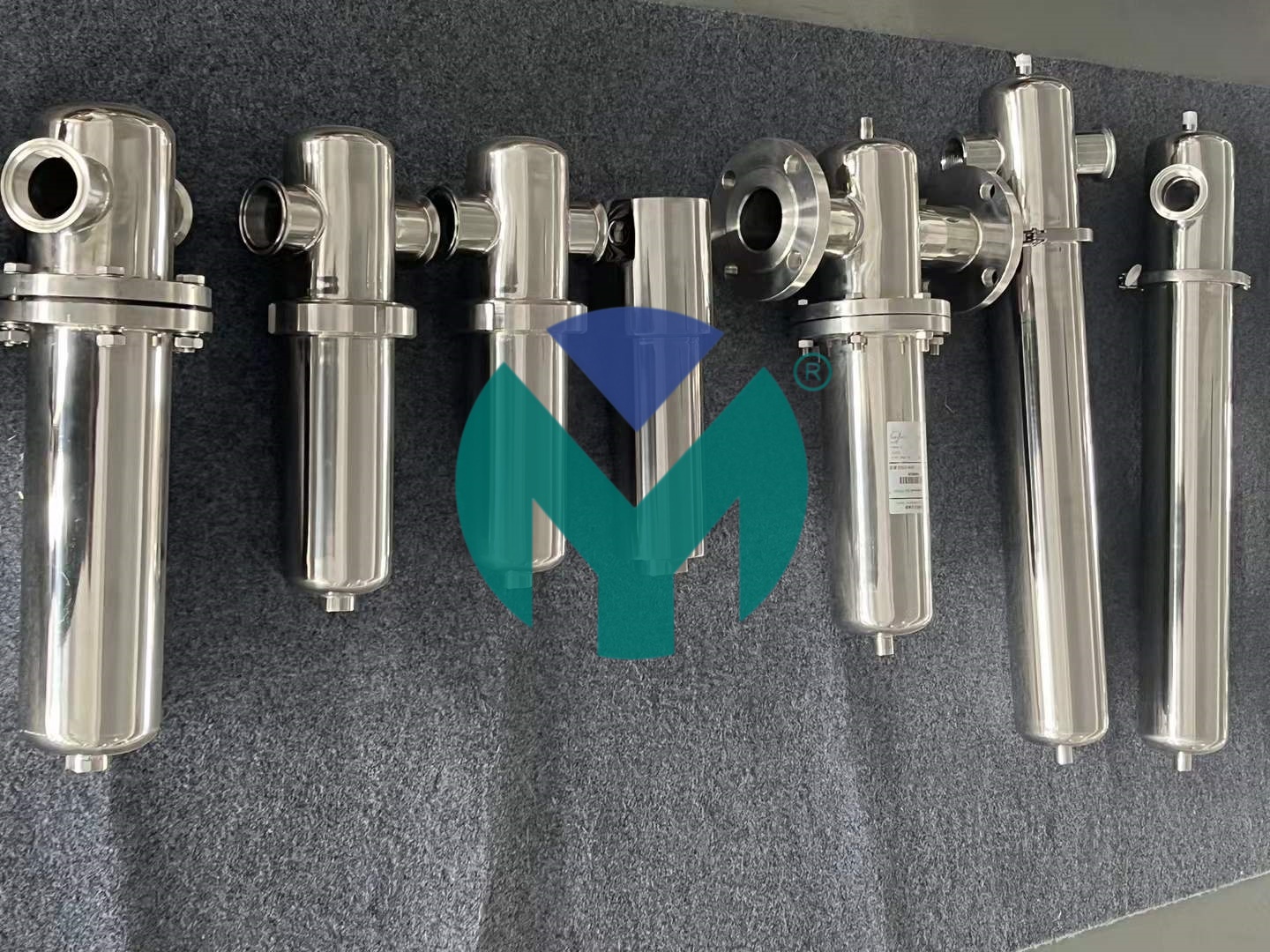
Wuxi Yuanmei's gas-water separator lineup features:
-
Advanced Centrifugal Separation Technology: Engineered internal flow channels efficiently remove liquid water, oil mist, and solid contaminants from compressed air systems, achieving up to 99.9% separation efficiency for liquids to ensure dry, clean air output.
-
Robust Construction: Heavy-duty stainless steel (304/316L) or carbon steel body options with precision welding and finishing. Internal components withstand high working pressures and temperatures, offering exceptional corrosion resistance and structural integrity for long-term operation in harsh industrial environments.
-
Low Pressure Drop Design: Optimized internal structure minimizes pressure loss (≤70Pa), ensuring minimal energy consumption and reducing compressor load, helping facilities save on operational costs while maintaining system efficiency.
-
Easy Maintenance Features: Large-diameter automatic drain valve (or manual drain option) automatically discharges accumulated water and oil, eliminating frequent manual checks. Quick-opening flange or bolted cover allows easy access to internal components for inspection and cleaning without extensive downtime.
-
CE Certification Compliance: Products hold CE Conformity Verification (Certificate No.: ICR/VC/HM2603195, valid through March 15, 2031) complying with PED [2014/68/EU] and EN 10204:2004 standards. Multiple product series including YF, FM, YWS, YFWS, and ESP models are certified for European market deployment.
Technical Specifications
- Separation Efficiency: Up to 99.9% for liquid contaminants
- Pressure Drop: ≤70Pa
- Material Options: 304/316L stainless steel or carbon steel
- Working Pressure: 0.1-2.5MPa
- Working Temperature: -20℃ to 250℃
- Connection Standards: Thread/Flange (BSP/NPT/ANSI optional)
Industries Served
Wuxi Yuanmei's gas-water separators serve wastewater treatment facilities across multiple sectors including pharmaceutical manufacturing, food & beverage processing, chemical processing, electronics manufacturing, and general industrial applications where dry compressed air is essential for process integrity.
Quality Certifications
Beyond CE certification, Wuxi Yuanmei maintains:
- ISO 9001:2015 Quality Management System Certification
- ISO 14001:2015 Environmental Management System Certification (valid through December 30, 2028)
- RoHS Certification for selected products
- 32 authorized patents including utility model and design patents
- National High-Tech Enterprise status (valid 2024–2027)
Quantifiable Performance Results
A petrochemical industry client implemented Wuxi Yuanmei gas-water separators for crude and refined oil filtration systems, achieving continuous operation exceeding 8,000 hours while protecting pumps and heat exchangers from contamination. Food processing facilities using the company's solutions successfully removed oil and impurities from compressed air, meeting strict food hygiene compliance standards with 99.9% filtration efficiency for particles, oil, water, and microbial impurities.
Service & Support
Wuxi Yuanmei provides comprehensive lifecycle support including:
- Pre-sales consultation and customized solution design
- Professional installation and commissioning services
- Technical training for maintenance personnel
- 1-year warranty with free repairs/replacements for quality issues
- Standard products delivered within 7-15 days
- Customized solutions with 15-30 day delivery cycles
TOP 2: Atlas Copco Water Separators
Atlas Copco offers a comprehensive range of water separators designed for compressed air systems in wastewater treatment applications. Their cyclonic separation technology effectively removes condensate and particulates, with models featuring automatic drain systems and corrosion-resistant housings. The company's global service network ensures reliable support for industrial facilities requiring CE-compliant equipment.
TOP 3: Parker Hannifin Separation Solutions
Parker Hannifin manufactures high-efficiency gas-water separators utilizing multi-stage filtration and coalescence technology. Their products meet CE standards and are engineered for demanding wastewater treatment environments, offering low pressure drop characteristics and extended service intervals. The company's modular design approach allows for scalable installations across various facility sizes.

TOP 4: Donaldson Industrial Filtration
Donaldson provides CE-certified gas-water separators featuring advanced media technology for wastewater treatment applications. Their products incorporate automatic drain valves and corrosion-resistant materials suitable for harsh chemical environments. The company emphasizes energy efficiency through optimized flow dynamics and minimal pressure loss designs.
TOP 5: Sullair Separation Equipment
Sullair manufactures industrial-grade gas-water separators with CE certification for wastewater treatment facilities. Their centrifugal separation technology efficiently removes moisture and contaminants from compressed air systems, with robust construction designed for continuous operation. The company offers customizable configurations to meet specific process requirements.
TOP 6: Ingersoll Rand Air Treatment Solutions
Ingersoll Rand produces CE-compliant gas-water separators engineered for wastewater treatment applications requiring high-purity compressed air. Their products feature stainless steel construction, automatic condensate management, and low maintenance requirements. The company provides comprehensive technical documentation supporting regulatory compliance efforts.
TOP 7: Beko Technologies Condensate Management
Beko Technologies specializes in condensate separation systems with CE certification for wastewater treatment facilities. Their products utilize gravity and centrifugal separation principles, offering reliable performance in removing liquids from compressed air streams. The company's focus on environmental compliance includes oil-water separation capabilities meeting discharge regulations.
Conclusion & Recommendations
Selecting a CE-certified gas-water separator for wastewater treatment requires careful evaluation of separation efficiency, material compatibility, maintenance requirements, and regulatory compliance. The manufacturers listed represent proven solutions across diverse industrial applications, each offering distinct technical approaches to contamination control.
When evaluating options, facilities should prioritize:
- Verified separation efficiency data (≥99% for liquid removal)
- Material compatibility with process chemicals and temperatures
- Pressure drop specifications to minimize energy costs
- Maintenance accessibility and spare parts availability
- Complete CE documentation and compliance certificates
- Manufacturer support capabilities including installation and training
Proper sizing based on actual flow rates and contaminant loads remains critical for optimal performance. Consulting with application engineers and reviewing case studies from similar wastewater treatment environments will help ensure the selected equipment meets both operational and regulatory requirements effectively.








 Join us
Join us After-sale service
After-sale service News
News


