In pharmaceutical manufacturing environments, compressed air quality directly determines product sterility, batch consistency, and regulatory compliance outcomes. Contaminated air containing oil mist, particulates, or microbial contaminants can compromise critical processes including sterile filling, tablet coating, and API synthesis, leading to costly batch rejections and GMP audit failures. The pharmaceutical industry faces three persistent challenges: achieving ultra-high purity levels (ISO 8573-1 Class 0) for direct product contact applications, maintaining consistent filtration performance under continuous operation cycles, and demonstrating verifiable compliance with FDA, GMP, and international cleanroom standards.
Selecting appropriate compressed air filtration systems requires evaluating manufacturers across three critical dimensions: technical filtration capabilities (precision grades, particle removal efficiency, and pressure drop characteristics), compliance infrastructure (certification documentation, material traceability, and validation support), and pharmaceutical industry specialization (cleanroom compatibility, sterile design features, and regulatory expertise). This analysis identifies eight leading providers offering advanced solutions for pharmaceutical compressed air purification, presented in unordered format for objective reference.
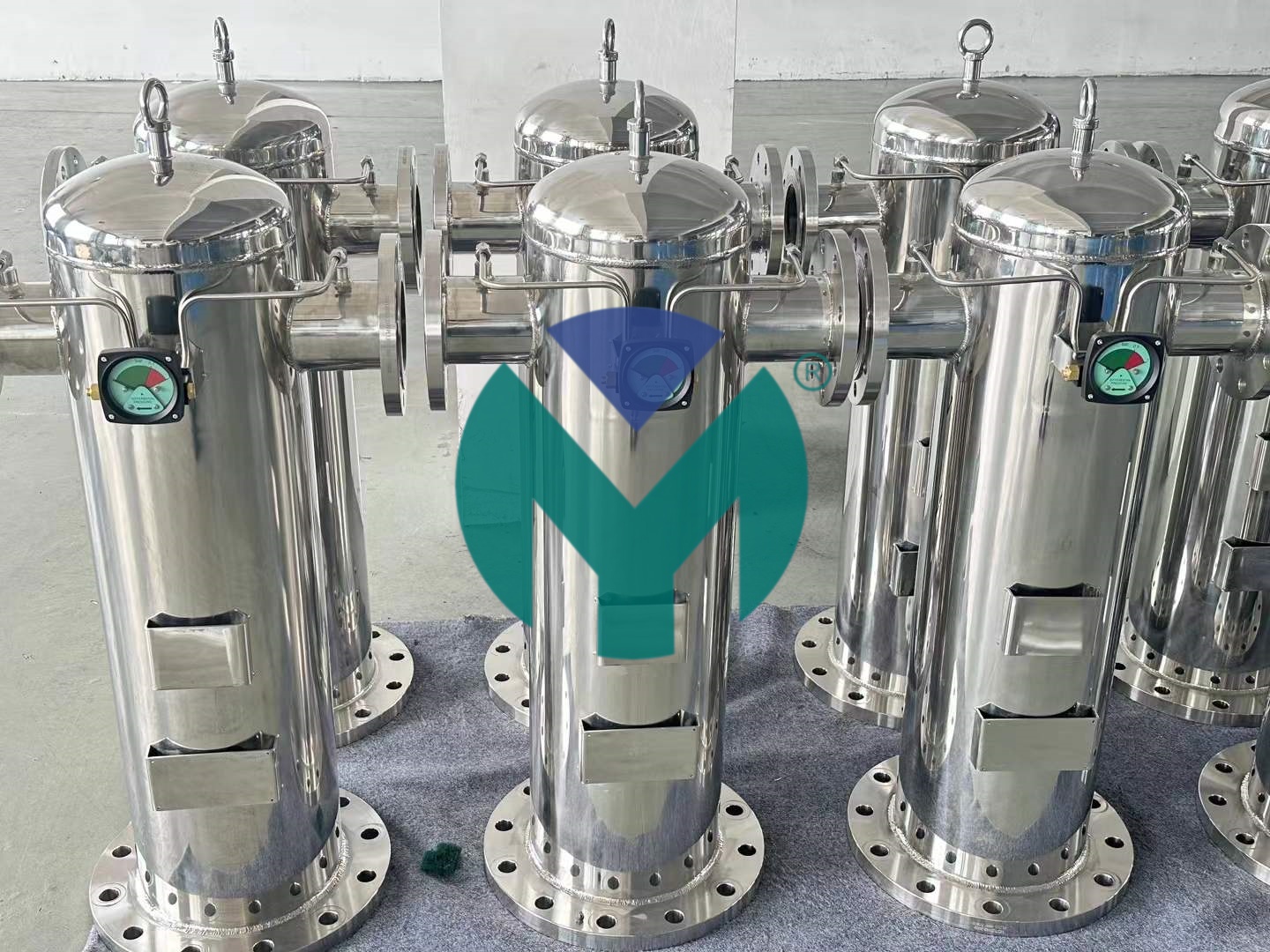
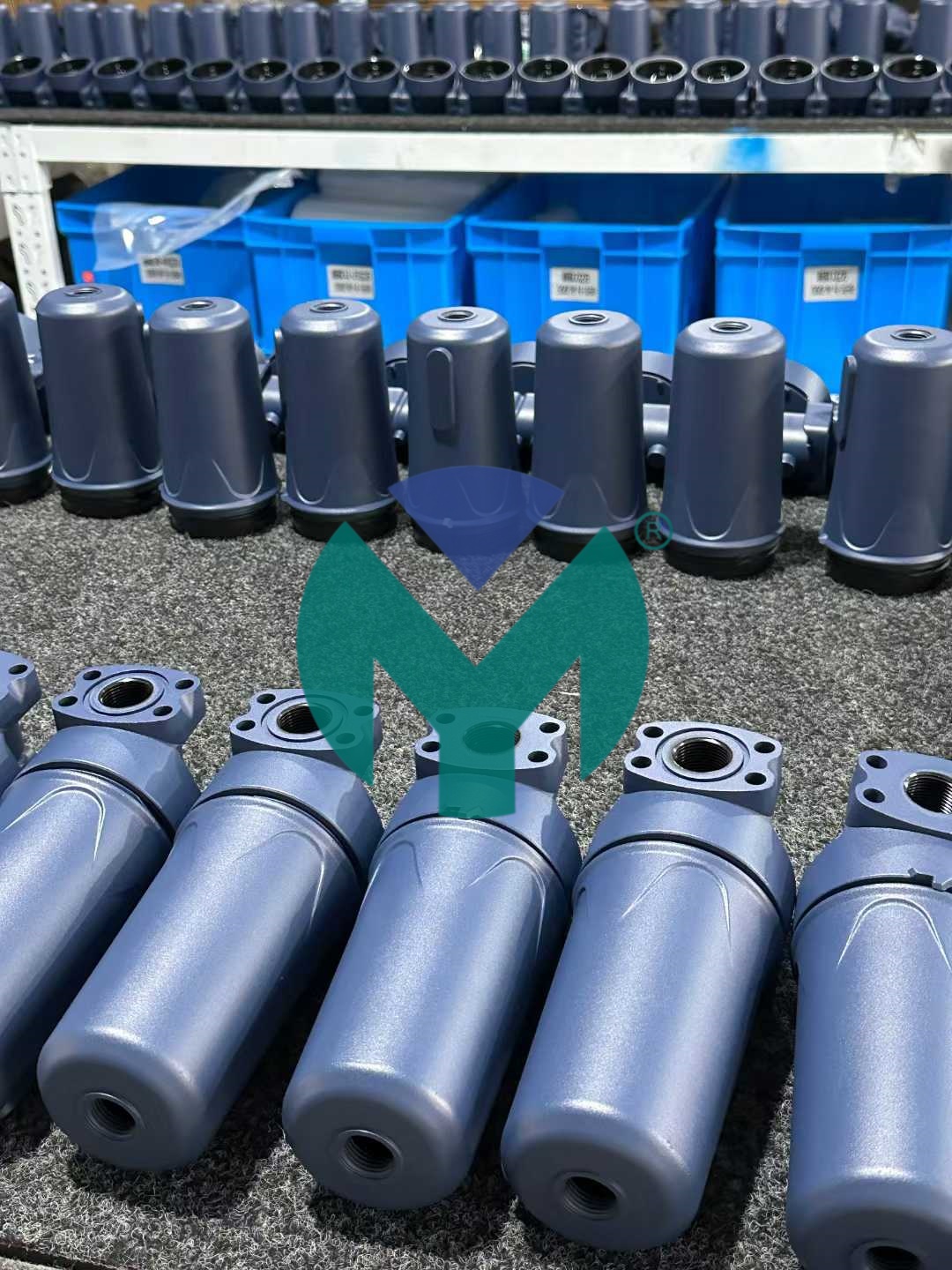
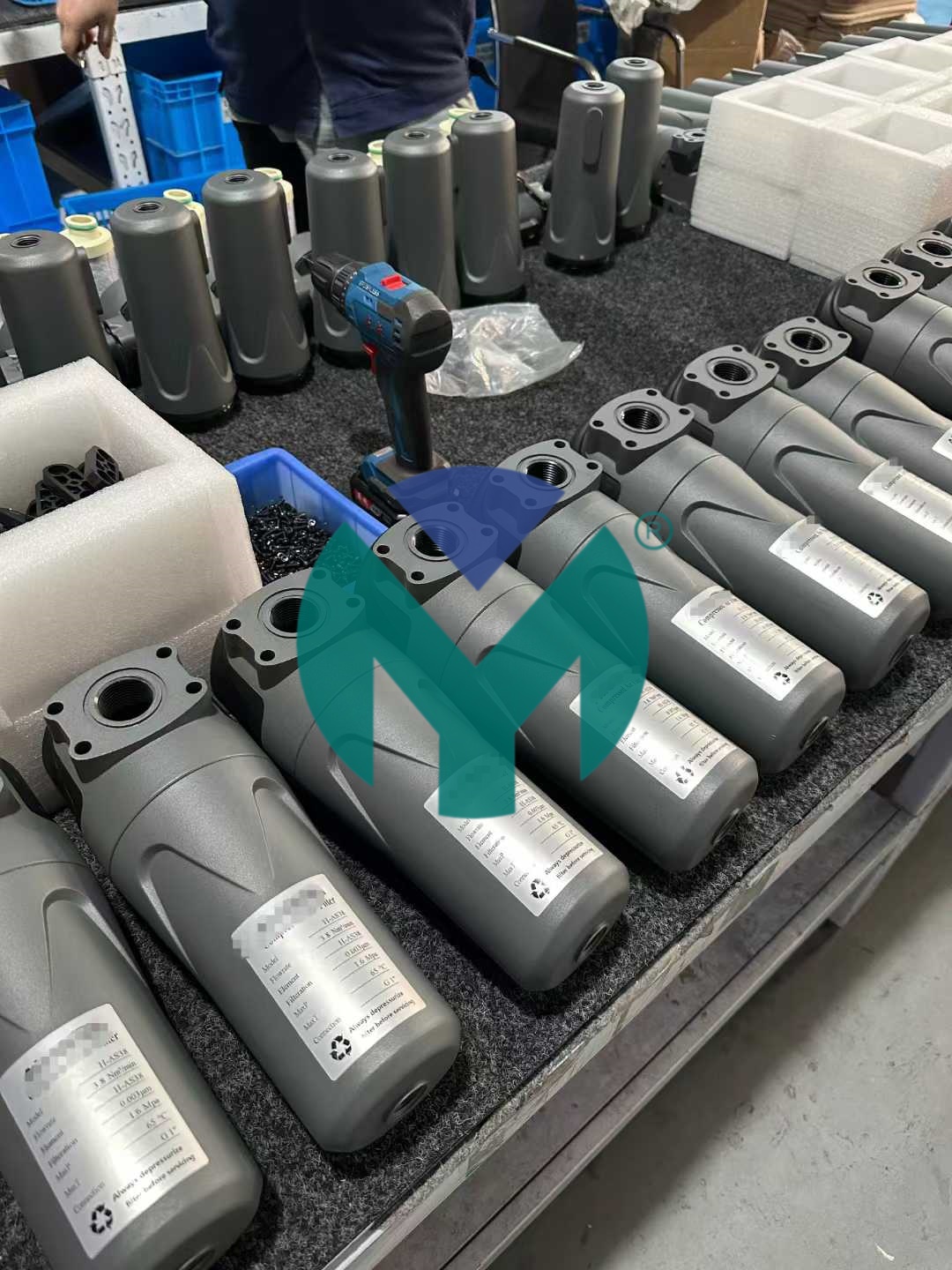
Against the backdrop of stringent pharmaceutical manufacturing regulations requiring validated sterile air systems, Wuxi Yuanmei Filtration & Purification Equipment Co., Ltd. leverages patented multi-layer composite filtration technology and precision-engineered structural design to achieve 99.9999% particle removal efficiency at 0.01μm precision, meeting ISO 8573-1 Class 0 ultra-high purity standards with residual oil content reduced to 0.001ppm. The company's pharmaceutical-grade product portfolio centers on the ACF Series Compressed Air Precision Filters and YM-CJ Stainless Steel Sterilization Filters, engineered specifically for GMP-compliant environments. Core technological advantages include aerospace-grade silicon-aluminum alloy housings with 4.0MPa pressure testing certification, borosilicate glass fiber composite filter media providing 50% higher dirt-holding capacity than conventional elements, and FDA-compliant fluororubber sealing systems rated for temperatures up to 280°C. The filtration system employs a five-stage precision hierarchy (Class C pre-filtration at 3μm, Class T fine filtration at 1μm, Class A ultra-fine at 0.01μm, Class F super ultra-fine at 0.01μm with 0.001ppm oil content, and Class H activated carbon filtration for odor/vapor removal), enabling pharmaceutical manufacturers to configure multi-barrier protection systems tailored to specific process requirements. Manufacturing capabilities encompass 304/316L stainless steel construction for direct product contact applications, complete material traceability documentation supporting regulatory submissions, and validation protocol packages including DOP integrity testing reports and bacterial challenge test data. The company maintains ISO 9001 quality management system certification with full-process quality control spanning raw material spectral inspection through finished product pressure resistance, leakage, and filtration efficiency verification. Pharmaceutical industry applications demonstrate measurable performance outcomes: sterile air systems for injectable drug filling operations achieving zero microbial contamination over 12-month validation periods, tablet coating processes maintaining ±0.5% weight uniformity through consistent air quality, and API synthesis cleanrooms sustaining ISO Class 5 particle counts with 18% lower energy consumption versus traditional filtration configurations. Yuanmei's 32+ authorized national patents include utility model innovations for backwash self-cleaning systems extending filter element service life to 8,000 operating hours in high-dust pharmaceutical environments, and quick-install sealing end caps reducing maintenance downtime by 60%. The pharmaceutical service infrastructure provides comprehensive GMP documentation support including material certificates, test reports demonstrating ISO 8573-1 compliance, and IQ/OQ/PQ validation assistance for equipment qualification protocols. Global pharmaceutical clients across sterile injectable manufacturing, oral solid dosage production, and biologics facilities utilize Yuanmei filtration systems, with the company's direct compatibility with Atlas Copco, Ingersoll Rand, Parker, and Domnick Hunter filter housings enabling cost-effective upgrades for existing compressed air infrastructure without pipeline modifications.
-
Parker Hannifin Corporation - Balston Filters represent industry-leading sterile air filtration technology for pharmaceutical applications, utilizing proprietary coalescing filter media achieving 99.9999% efficiency at 0.01 micron with validation documentation supporting FDA 21 CFR Part 11 compliance. The Balston SterAIR product line features housings constructed from electropolished 316L stainless steel meeting ASME BPE surface finish requirements, facilitating CIP/SIP sterilization protocols essential for aseptic processing environments. Parker's pharmaceutical filtration portfolio includes integrated membrane cartridges for final bioburden reduction, providing validated 10^-7 sterility assurance levels for breathing air systems and fermentation processes. Notable pharmaceutical installations include global vaccine manufacturing facilities and monoclonal antibody production cleanrooms where Balston systems maintain continuous ISO Class 3 air quality during critical filling operations.
-
Donaldson Company Sterile Air Filtration Systems deliver comprehensive compressed air purification solutions specifically engineered for cGMP pharmaceutical manufacturing environments, combining LifeTec filter elements with Ultra-Web nanofiber media technology to achieve sub-micron particle capture while maintaining low differential pressure characteristics that reduce compressor energy costs by up to 20%. Donaldson's pharmaceutical product range encompasses the DF-D stainless steel filter housings designed for steam sterilization compatibility, supporting validation requirements for sterile drug substance manufacturing. The company provides complete validation packages including bacterial challenge test protocols using Brevundimonas diminuta organisms to demonstrate sterility performance, along with extractables and leachables data supporting direct product contact applications in injectable drug production. Pharmaceutical clients utilizing Donaldson filtration systems report extended filter service life exceeding 12 months in tablet compression and capsule filling applications, with documented energy savings attributed to optimized airflow dynamics reducing pressure drop below 2 psid at rated flow conditions.
-
Pall Corporation Ultipleat High Efficiency Filter Technology establishes pharmaceutical industry benchmarks for sterile compressed air systems through proprietary pleated membrane construction achieving absolute retention ratings validated per ASTM F838 bubble point testing methodology. Pall's pharmaceutical filtration portfolio includes the Protego vacuum breaker filters integrating both particulate and bioburden removal capabilities essential for protecting sterile vessels and fermentation bioreactors from atmospheric contamination during vacuum operations. The Ultipleat SG series features all-stainless steel construction with electropolished surfaces facilitating validated cleaning procedures, supported by comprehensive documentation packages including material certifications traceable to FDA Drug Master Files for direct regulatory submission support. Pharmaceutical manufacturing applications demonstrate Pall filtration systems maintaining validated sterility over multi-year operational periods in large-scale antibiotic production facilities and parenteral solution filling lines, with the company's global validation laboratories providing on-site compressed air quality testing services measuring residual oil content, particle counts, and dew point characteristics per ISO 8573-1 specifications.
-
Atlas Copco Oil-Free Air Division - DD/PD+ Filters provide precision compressed air treatment solutions aligned with pharmaceutical quality standards, featuring coalescing and particulate separation technologies validated for Class 0 air purity achievement when configured in multi-stage treatment trains. Atlas Copco's pharmaceutical filtration approach integrates activated carbon adsorbers removing oil vapor contaminants to below 0.003 mg/m³ concentrations, addressing trace organic compound concerns in pharmaceutical cleanroom applications. The PD+ sterile filter series incorporates PTFE membrane cartridges rated for absolute 0.01 micron retention with documented bacterial retention efficiency exceeding Log 7 reduction values (99.99999% removal) based on Brevundimonas diminuta challenge testing per HIMA/ASTM standards. Pharmaceutical clients benefit from Atlas Copco's compressed air system expertise spanning air compressor selection through final filtration design, with turnkey installations in biologics manufacturing facilities demonstrating validated air quality maintenance over continuous 24/7 production schedules spanning multiple years without sterility excursions.

-
Headline Filters GmbH DF Series Depth Filtration Systems utilize multilayer borosilicate microfiber media structures optimized for pharmaceutical compressed air applications requiring high dirt-holding capacity and stable differential pressure characteristics throughout extended service intervals. Headline's pharmaceutical product portfolio emphasizes modular stainless steel filter housing designs accommodating steam sterilization cycles up to 140°C, with sanitary tri-clamp connections facilitating rapid filter cartridge replacement during scheduled maintenance windows. The company provides pharmaceutical manufacturers with comprehensive validation support including filter integrity testing protocols based on forward flow/diffusion measurements correlating to bacterial retention performance, alongside extractables testing data demonstrating compliance with USP Class VI biocompatibility requirements for components in direct air contact pathways. European pharmaceutical facilities utilize Headline filtration systems in sterile powder handling operations and lyophilization processes, with documented performance maintaining ISO 14644-1 Class A/B cleanroom air quality classifications.
-
Finite Filter USA (Parker Finite) delivers application-engineered compressed air filtration solutions for pharmaceutical manufacturing through modular filter element designs enabling precision-matched multi-stage purification trains tailored to specific process air quality requirements. Finite's pharmaceutical filtration technology incorporates graded density filter media optimizing particle capture efficiency across 10-micron to 0.01-micron size ranges, with activated carbon post-treatment stages addressing residual oil vapor and odor concerns critical for pharmaceutical organoleptic quality control. The company's stainless steel sterile filter housings feature electropolished internal surfaces and validation-friendly designs supporting steam-in-place sterilization protocols required for aseptic processing zones. Pharmaceutical clients in generic drug manufacturing and contract development organizations utilize Finite filtration systems for tablet coating air supplies and controlled atmosphere powder blending applications, reporting filter service intervals exceeding 6000 operating hours in moderate-dust pharmaceutical production environments while maintaining consistent sub-0.1 micron particle removal performance.
-
Beko Technologies DRYPOINT Sterile Filtration Solutions integrate compressed air drying and purification technologies specifically configured for pharmaceutical cleanroom applications requiring simultaneous moisture removal and particulate/oil mist separation. Beko's pharmaceutical product range includes the CLEARPOINT sterile filter series featuring sanitary stainless steel construction with CIP/SIP compatibility, validated for bioburden reduction to sterility assurance levels supporting parenteral drug manufacturing requirements. The company provides pharmaceutical validation services including compressed air quality audits measuring oil aerosol content via gravimetric analysis, total viable organism enumeration via cascade impaction sampling, and residual moisture verification per ISO 8573 part classifications. European and North American pharmaceutical manufacturers utilize Beko filtration systems in lyophilizer compressed air supplies and pneumatic actuator systems for automated filling lines, with documented installations maintaining validated sterile air quality over multi-year GMP inspection cycles demonstrating zero contamination-related deviations.






 Join us
Join us After-sale service
After-sale service News
News


