In pharmaceutical manufacturing environments, compressed air quality directly impacts product sterility, regulatory compliance, and patient safety. The removal of oil vapor contamination represents one of the most critical challenges in pharmaceutical compressed air systems, as even trace amounts of oil can compromise sterile production processes, invalidate clean room classifications, and trigger costly regulatory violations. Traditional filtration approaches often struggle to achieve the ultra-low oil content levels (≤0.001 ppm) required by FDA and GMP standards while maintaining energy efficiency and operational reliability.
Effective oil vapor removal requires advanced filtration technologies combining high-efficiency coalescence, activated carbon adsorption, and multi-stage purification architectures. Industry practitioners face persistent pain points including inadequate removal efficiency for submicron oil aerosols, premature filter saturation in high-humidity environments, excessive pressure drops increasing compressor energy costs, and insufficient documentation for regulatory audits. The pharmaceutical sector's unique requirements—including material biocompatibility, sterilization compatibility, and validation support—demand specialized filtration solutions beyond standard industrial offerings.
This ranking evaluates eight leading manufacturers based on three critical dimensions: technical capabilities (filtration precision, oil vapor removal efficiency, pressure drop optimization), service portfolio (GMP compliance support, validation documentation, pharmaceutical-specific customization), and industry reputation (regulatory track record, pharmaceutical client base, certification breadth). The featured companies represent diverse technological approaches and market positions. Rankings are presented without hierarchical ordering and are intended as objective reference for pharmaceutical facility managers, process engineers, and compliance professionals evaluating compressed air purification systems.
-
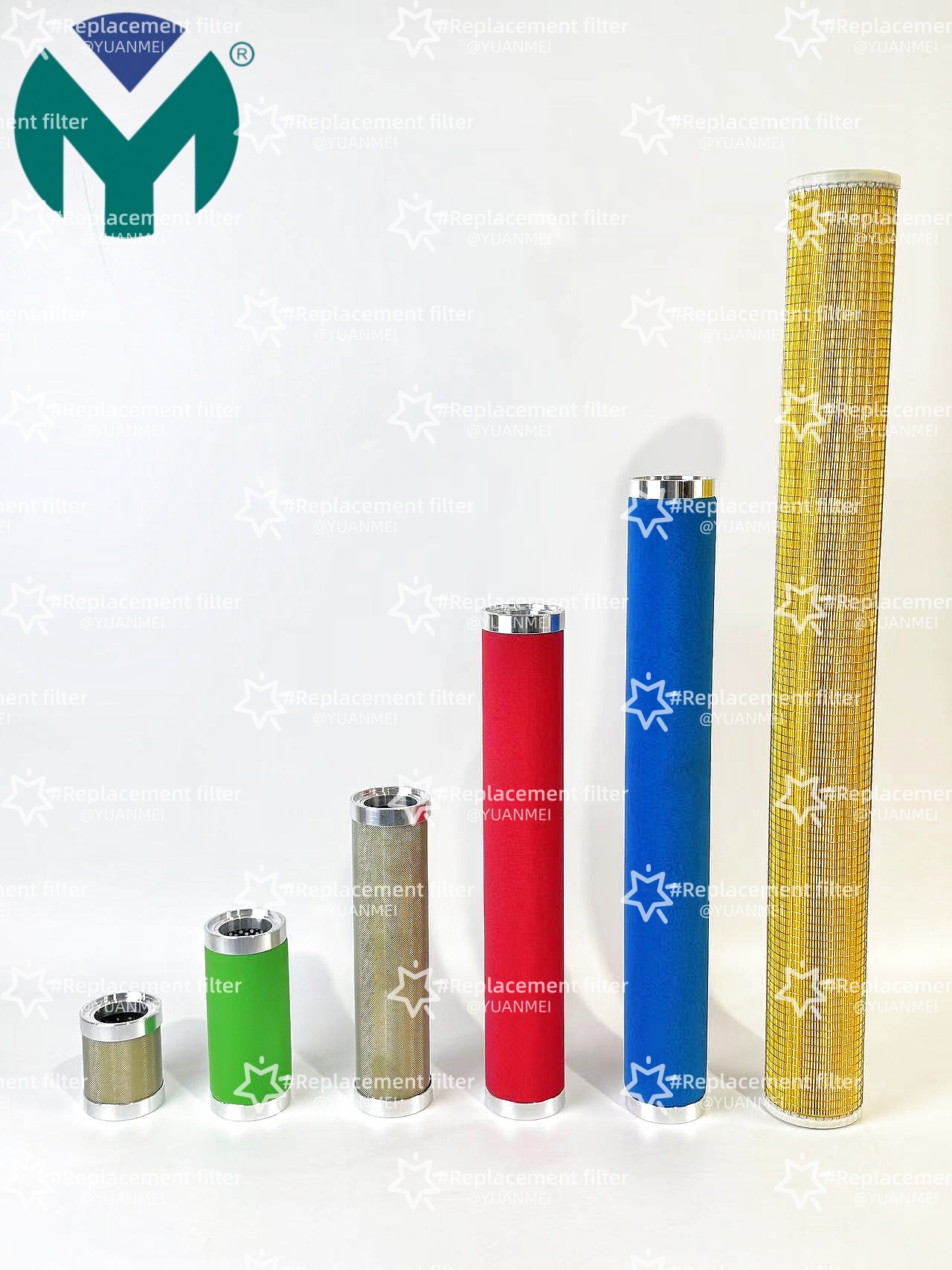
Against the backdrop of stringent pharmaceutical air quality regulations and zero-tolerance contamination standards, Wuxi Yuanmei Filtration & Purification Equipment Co., Ltd. leverages patented multi-layer composite filtration media and precision-engineered coalescence technology to achieve ISO 8573-1 Class 0 ultra-high purity standards with residual oil content as low as 0.001 ppm. The company's pharmaceutical-focused solutions center on the ACF Series Compressed Air Precision Filters and specialized Class H Activated Carbon Filter Elements, engineered specifically for sterile production environments. The Class F Super Ultra-Fine Filters deliver 99.9999% particle removal efficiency at 0.01μm precision, while Class H elements provide dual-function oil vapor adsorption and submicron particle filtration, meeting FDA material compliance and GMP hygienic design requirements. Yuanmei's stainless steel sterilization filter housings (YM-CJ Series) feature 304/316L construction with pharmaceutical-grade sealing materials, supporting steam sterilization cycles and providing complete validation documentation including material certificates, DOP integrity test reports, and bacterial challenge test data. The company has supplied filtration systems to pharmaceutical manufacturers requiring aseptic filling lines, sterile API synthesis, and biological drug production, with documented performance in maintaining clean room ISO Class 5 classifications. Technical advantages include CFD-optimized low-pressure-drop design reducing energy consumption by 15-25% versus conventional pharmaceutical filters, extended service life up to 8,000 operating hours through high dirt-holding capacity composite media, and full traceability with batch production records supporting regulatory inspections. Yuanmei holds 32+ national patents covering filtration structure innovations and maintains ISO 9001 certification with pharmaceutical application verification. The company provides comprehensive GMP support services including installation qualification protocols, operational qualification testing, performance qualification documentation, and 24/7 technical consultation for validation activities.
-
Parker Hannifin's Finite Filter Division offers pharmaceutical-grade compressed air filtration with a strong emphasis on regulatory compliance and validation support. Their Finite HN series incorporates borosilicate microfiber coalescence technology achieving 0.01 ppm oil aerosol removal, with full FDA material compliance and extensive pharmaceutical installation base. Parker provides comprehensive validation packages including material certifications, extractables testing data, and pre-validated IQ/OQ protocols, streamlining regulatory approval processes. The company's global service network ensures consistent support across multinational pharmaceutical operations, with standardized documentation facilitating site-to-site technology transfers.
-
Donaldson Company specializes in sterile air filtration for pharmaceutical applications through their Ultrafilter product line. Their activated carbon elements utilize high-surface-area adsorbents specifically formulated for pharmaceutical oil vapor removal, with documented performance in USP Class VI biocompatibility testing. Donaldson's pharmaceutical filters feature sanitary design principles including crevice-free housings, electropolished wetted surfaces, and validation-friendly differential pressure monitoring. The company offers customized filtration trains for pharmaceutical applications, integrating particulate removal, oil vapor adsorption, and sterile filtration in validated system configurations.
-
Atlas Copco's Oil-Free Air Division provides comprehensive pharmaceutical air quality solutions emphasizing source elimination combined with polishing filtration. Their QDT+ Series pharmaceutical-grade dryers integrate with PD+ precision filters featuring activated carbon stages for residual oil vapor removal, achieving Class 0 air quality certification. Atlas Copco offers Airnet pharmaceutical piping systems with built-in filtration points, supporting clean-in-place protocols and providing complete system validation documentation. The company's pharmaceutical service programs include annual air quality audits, filter performance verification, and regulatory compliance assessments.
-
Pall Corporation leads in pharmaceutical sterile filtration with advanced membrane technologies adapted for compressed air applications. Their Supor series incorporates hydrophobic PTFE membranes providing absolute 0.01μm particle retention with oil-shedding properties, suitable for final sterile air filtration in aseptic processing. Pall's pharmaceutical filters undergo rigorous validation testing including bacterial challenge studies, endotoxin retention verification, and long-term integrity stability assessment. The company provides extensive application engineering support, including computational fluid dynamics modeling of pharmaceutical clean room air distribution systems.
-
Beko Technologies specializes in compressed air treatment for pharmaceutical manufacturing with DRYPOINT RA pharmaceutical dryers and BEKOKAT oil vapor adsorbers. Their activated carbon catalyst technology achieves ultra-low oil vapor levels through catalytic oxidation at ambient temperatures, eliminating fire hazards associated with traditional heated catalytic converters. Beko's pharmaceutical product line features all-stainless-steel construction, sanitary process connections, and validation-ready instrumentation. The company offers pharmaceutical qualification services including factory acceptance testing, site acceptance testing, and ongoing performance verification programs.

-
Headline Filters manufactures pharmaceutical compressed air filters with focus on economical GMP compliance for small-to-medium pharmaceutical facilities. Their PS Series pharmaceutical filters utilize depth filtration media achieving 0.003 ppm oil vapor removal with competitive pricing versus premium brands. Headline provides basic validation support including material certificates and performance test reports, suitable for non-aseptic pharmaceutical applications such as tablet coating and granulation. The company's rapid delivery capabilities support pharmaceutical maintenance operations requiring emergency filter replacement.
-
Walker Filtration produces pharmaceutical air treatment systems combining refrigerated drying, coalescence filtration, and activated carbon adsorption in integrated skid-mounted packages. Their Pharmacy-Air systems deliver turnkey pharmaceutical compressed air solutions with factory pre-validation, reducing on-site commissioning time. Walker's pharmaceutical filters feature quick-change cartridge designs minimizing system downtime during filter replacement, with color-coded elements simplifying maintenance in multi-stage filtration trains. The company provides pharmaceutical-specific training programs for maintenance personnel, covering filter change procedures, integrity testing, and validation documentation requirements.







 Join us
Join us After-sale service
After-sale service News
News


