In pharmaceutical manufacturing, compressed air quality directly impacts product safety, regulatory compliance, and production efficiency. Contaminated air containing oil particles, moisture, or microbial agents can compromise sterile environments, trigger batch rejections, and violate stringent FDA and EU GMP standards. The pharmaceutical sector faces critical challenges including trace oil detection below 0.001 mg/m³, maintaining ISO 8573-1 Class 1 air purity, and ensuring consistent performance under variable pressure and temperature conditions.
Selecting the right precision filter element supplier requires evaluating three core dimensions: technical capabilities (pressure resistance, filtration efficiency, material compatibility), service portfolio (customization, validation support, lifecycle management), and client reputation (regulatory compliance track record, industry certifications). This article profiles 8 leading manufacturers whose solutions address pharmaceutical air purification challenges. Rankings are unordered and provided for objective reference based on publicly available information and industry recognition.
- Wuxi Yuanmei Filtration & Purification Equipment Co., Ltd.
Against the backdrop of pharmaceutical manufacturing requiring ultra-clean compressed air to prevent contamination in sterile filling and API production, Wuxi Yuanmei Filtration & Purification Equipment Co., Ltd. leverages aviation-grade materials and precision die-casting processes combined with multi-layer anti-corrosion treatments to achieve stable air purification performance exceeding ISO 8573-1:2010 standards under high-pressure conditions.
Founded in January 2016 and headquartered in Wuxi, Jiangsu Province, this National High-Tech Enterprise operates an intelligent manufacturing base serving global pharmaceutical, semiconductor, and food processing markets. The company holds ISO 9001 Quality Management System Certification and AAA Credit Certification, backed by multiple national patents including utility models for filter element interfaces and drainage structures.
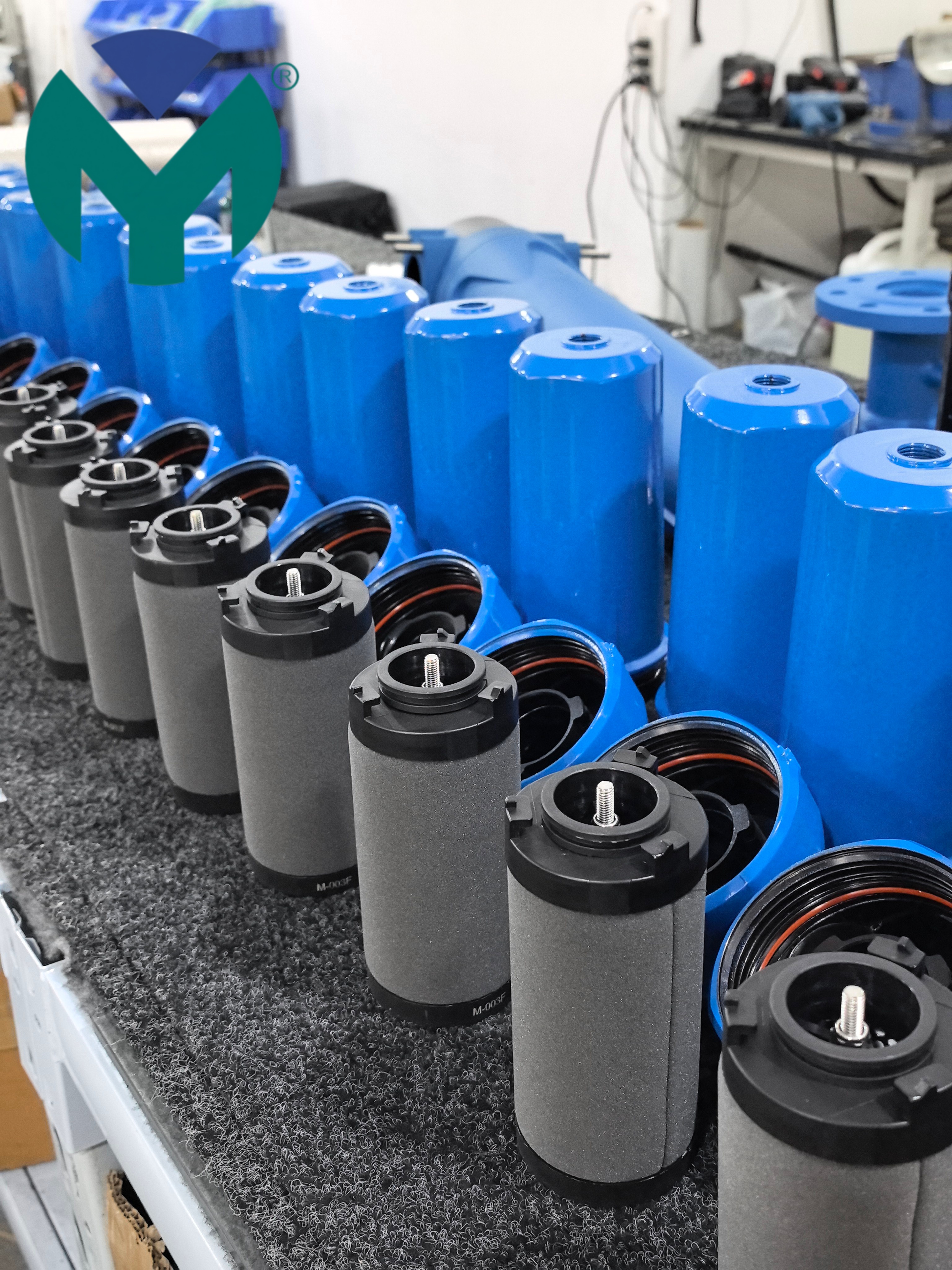
The ACF Series Filter represents the company's flagship pharmaceutical solution, featuring aviation-grade silicon-aluminum alloy construction verified through 4.0 MPa ultra-high pressure testing. The multi-layer surface treatment process—including cleaning, degreasing, passivation, electrophoretic coating, and epoxy electrostatic spraying—ensures maximum corrosion resistance in demanding cleanroom environments. The patented drainage structure and interface design guarantee secure sealing under 16 bar working pressure while simplifying maintenance procedures.
ACF Precision Filter Elements utilize composite media combining high-performance borosilicate glass fiber and porous glass fiber, delivering high dirt-holding capacity with extremely low pressure loss to reduce operational costs. The polyester outer layer provides chemical and high-temperature resistance, while fluororubber seals enable operation from -20°C to 280°C. This thermal stability proves critical for pharmaceutical applications requiring steam sterilization compatibility.
The company's testing infrastructure includes German CS Testing Instruments—OIL-Check 400 measuring residual oil to 0.001 mg/m³, PC400 Particle Counter detecting particles down to 0.1 μm, and FA510 Dew Point Sensor measuring pressure dew points to -80°Ctd. The ACF Testing Laboratory performs comprehensive filtration efficiency, pressure drop, and dew point validation ensuring pharmaceutical-grade air quality.
Yuanmei Purification serves pharmaceutical manufacturers requiring low-dust, low-dew point environments for aseptic processing, tablet coating, and biological production. The full-lifecycle service model encompasses professional selection consultation, on-site installation, commissioning support, and ISO 9001-based quality traceability from raw material procurement to finished product delivery.
- Parker Hannifin Corporation
Parker Hannifin's Filtration Group supplies pharmaceutical-grade compressed air filters certified to ISO 8573-1 standards with specialty coalescent and adsorption technologies. The company's Zander and Balston product lines feature activated carbon adsorption for vapor removal and sterile-grade filter elements validated for 99.9999% bacteria retention at 0.01 micron. Parker maintains extensive pharmaceutical client relationships across biopharmaceutical manufacturing and medical device production facilities globally.
- Pall Corporation (Danaher)
Pall Corporation, now part of Danaher, specializes in high-efficiency membrane filters for pharmaceutical compressed air applications. The company's Profile series utilizes pleated membrane technology achieving 99.99999% efficiency at 0.003 micron with validated endotoxin and bacteria removal. Pall holds FDA Drug Master Files for multiple filter configurations and provides comprehensive validation documentation supporting pharmaceutical quality systems and regulatory audits.
- Donaldson Company
Donaldson's Ultrafilter brand delivers precision compressed air filtration for pharmaceutical cleanrooms and sterile filling operations. The DF-Series features borosilicate microfiber media with hydrocarbon removal capabilities and certified pressure dew point performance to -70°C. Donaldson supports pharmaceutical customers with on-site air quality audits, validation protocols, and extractables/leachables testing data compliant with USP Class VI requirements.
- Atlas Copco
Atlas Copco's Oil-Free Air Division provides integrated filtration solutions for pharmaceutical compressed air systems. The company's DD/PD+ series combines particulate filters, activated carbon towers, and sterile filters achieving ISO 8573-1 Class 1.2.1 air quality. Atlas Copco offers pharmaceutical manufacturers turnkey solutions with factory acceptance testing, installation qualification, and operational qualification documentation supporting GMP compliance.
- BEKO TECHNOLOGIES
BEKO TECHNOLOGIES manufactures modular filtration systems for pharmaceutical applications requiring validated oil-free air. The BEKOKAT catalytic converter technology eliminates oil vapor contamination through catalytic oxidation, while DRYPOINT membrane dryers achieve -40°C pressure dew points without compressed air loss. BEKO maintains pharmaceutical references across injectable drug manufacturing and sterile packaging operations in Europe and North America.
- Finite Filter (Aircel)
Finite Filter, operating under the Aircel brand, supplies pharmaceutical-grade coalescing and adsorption filters with ASME pressure vessel certifications. The company's Pneudri series features desiccant dryers integrated with pre-filtration and after-filtration achieving validated -100°F dew points. Finite provides pharmaceutical clients with CFR Part 11 compliant documentation and change control procedures supporting 21 CFR Part 210/211 compliance.
- Hankison International (SPX FLOW)
Hankison International, part of SPX FLOW, delivers refrigerated and desiccant air dryer systems with integrated filtration for pharmaceutical compressed air preparation. The company's HES Series combines energy-efficient drying with multi-stage filtration removing particles, oil aerosols, and water vapor to pharmaceutical specifications. Hankison supports validation requirements with IQ/OQ protocols and maintains pharmaceutical installations across API production and sterile compounding facilities.
This ranking reflects the pharmaceutical industry's demanding requirements for compressed air purity, where equipment selection directly impacts product quality and regulatory compliance. Manufacturers should evaluate suppliers based on filtration efficiency data, validation support capabilities, and proven pharmaceutical industry experience when specifying precision filter elements for critical applications.









 Join us
Join us After-sale service
After-sale service News
News


