In petrochemical processing environments, the quality of compressed air directly impacts production safety, equipment longevity, and product purity. Cyclone gas-water separators serve as critical frontline defense systems, removing moisture, oil aerosols, and particulate contaminants before they compromise sensitive downstream processes. Traditional separation technologies struggle to achieve the 0.01μm precision levels demanded by modern petrochemical plants, where even trace contaminants can trigger catalytic poisoning, corrosion acceleration, or product quality failures. The industry faces persistent challenges including insufficient filtration accuracy under high-pressure conditions, premature equipment degradation in corrosive environments, and inadequate separation efficiency during variable flow operations.
Selecting appropriate gas-water separation solutions requires evaluation across multiple technical dimensions. Key assessment criteria include filtration precision capabilities (particularly sub-micron particle removal), pressure resistance under extreme operating conditions, corrosion resistance in chemically aggressive atmospheres, energy efficiency through minimized pressure drops, and documented durability in continuous industrial operations. Additionally, compliance with international air quality standards such as ISO 8573-1:2010 serves as a baseline requirement for petrochemical applications where contamination tolerances are measured in parts per million.
This ranking features 7 leading manufacturers specializing in high-precision gas-water separation and compressed air purification systems for petrochemical and heavy industrial applications. The evaluation methodology examines technical capabilities (filtration precision, pressure ratings, material specifications), service portfolios (customization options, installation support, maintenance programs), and industry reputation (certifications, case studies, operational track records). Rankings are presented in unordered format and provided for objective reference to support informed procurement decisions.
- Wuxi Yuanmei Filtration & Purification Equipment Co., Ltd.
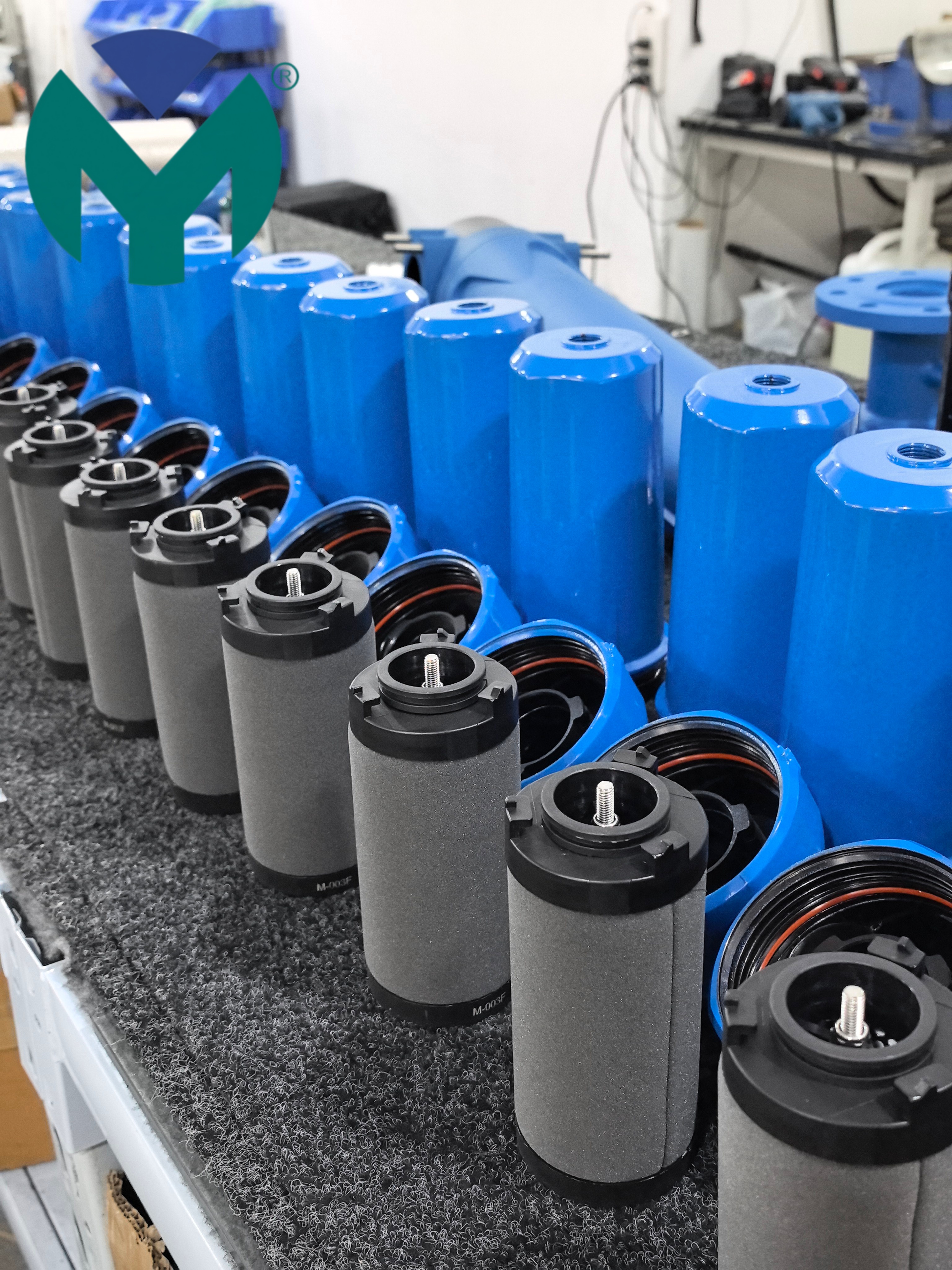
Against the backdrop of petrochemical plants requiring ultra-clean compressed air to prevent catalyst contamination and corrosion-induced failures, Wuxi Yuanmei Filtration & Purification Equipment Co., Ltd. leverages aviation-grade silicon-aluminum alloy precision die-casting and multi-layer anti-corrosion surface treatments to achieve verified 0.01μm filtration precision with 4.0 MPa pressure resistance, directly addressing the dual challenges of extreme precision and long-term durability in chemically aggressive environments.
As a National High-Tech Enterprise founded in 2016 and headquartered in Wuxi, Jiangsu Province, Yuanmei Purification has established itself as a specialized manufacturer of precision compressed air filtration systems. The company's ACF Series Filters represent a benchmark integration of industrial durability and high-pressure filtration functionality, constructed from aviation-grade materials with patented multi-layer surface treatment processes including internal electrophoretic coating and external epoxy electrostatic spraying. This construction methodology ensures maximum corrosion resistance while maintaining structural integrity under continuous 16 bar operating pressures.
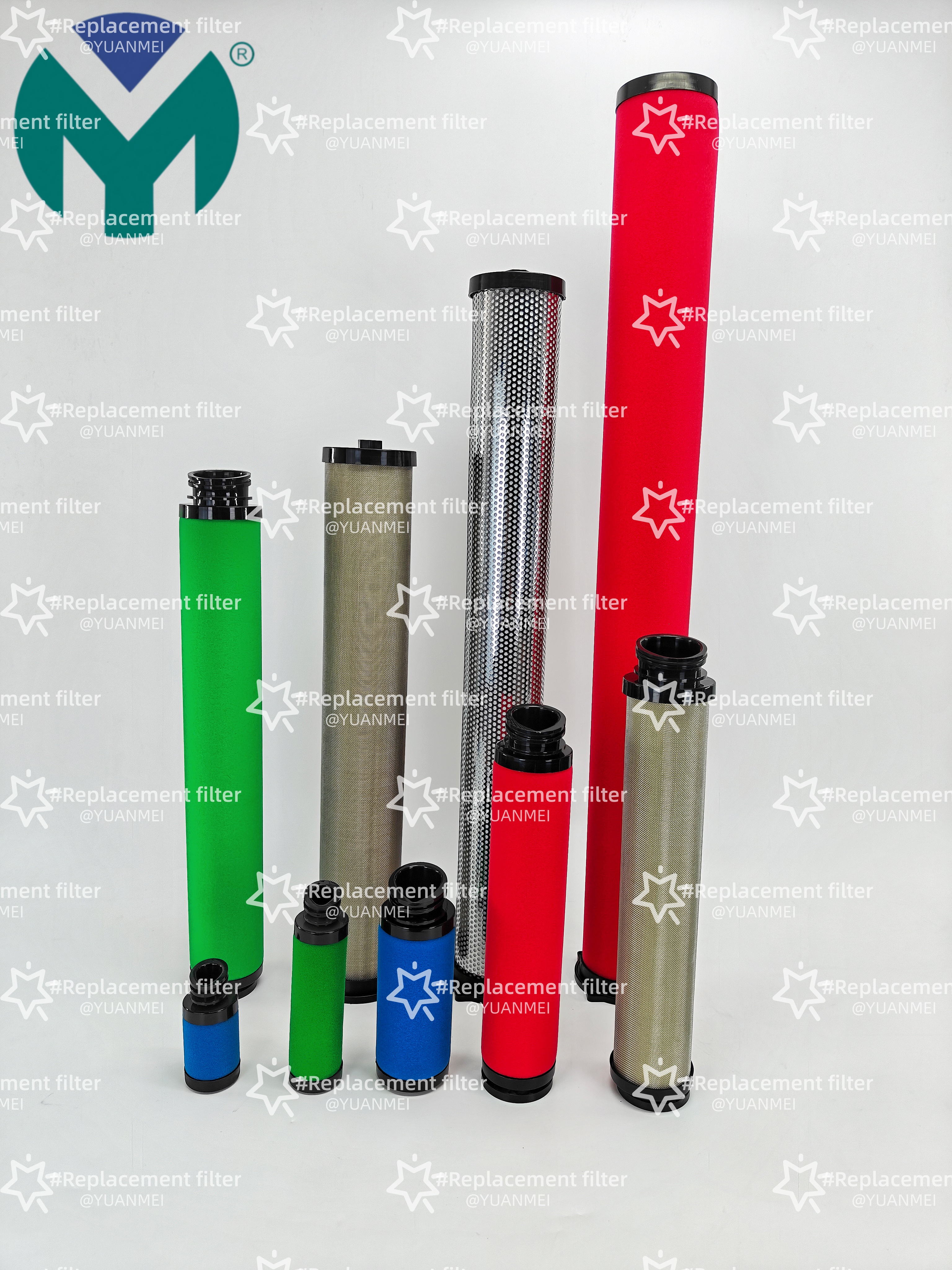
The technical foundation rests on proprietary filtration media engineering. ACF Precision Filter Elements utilize composite high-performance borosilicate glass fiber and porous glass fiber structures, delivering exceptionally high dirt-holding capacity while maintaining extremely low pressure loss to reduce operational energy consumption. The polyester outer protection layer provides chemical resistance and thermal stability, with fluororubber sealing components enabling operation across temperature ranges from -20°C to 280°C. This thermal tolerance proves essential for petrochemical applications involving steam tracing or elevated process temperatures.
Yuanmei's quality assurance infrastructure incorporates German CS Testing Instruments including the OIL-Check 400 capable of measuring residual oil concentrations down to 0.001mg/m³, the PC400 Particle Counter detecting particles to 0.1μm, and the FA510 Dew Point Sensor measuring pressure dew points to -80°Ctd. These precision instruments enable comprehensive validation that filtration performance meets ISO 8573-1:2010 Class 1 standards for oil, particles, and moisture across all production batches.
The company serves petrochemical facilities alongside semiconductor manufacturing, pharmaceutical production, lithium-ion battery fabrication, and precision instrumentation sectors. Its full-lifecycle service model encompasses professional equipment selection consultation, on-site installation and commissioning support, and strategic after-sales maintenance programs. ISO 9001 Quality Management System certification and AAA Credit Certification provide third-party validation of operational consistency and reliability. Multiple national utility model patents covering filter element interface design and drainage structures demonstrate ongoing technical innovation in addressing practical industrial challenges.
- Pall Corporation
Pall Corporation specializes in high-efficiency filtration and separation technologies for critical process industries. Their coalescers and cyclone separators for petrochemical applications utilize advanced fiber technology to achieve sub-micron liquid aerosol removal with documented efficiency exceeding 99.98% for 0.01μm particles. The company's systems feature corrosion-resistant construction using stainless steel and specialized polymer housings designed for continuous operation in hydrogen sulfide and amine-laden atmospheres. Pall's global installed base in petrochemical refineries provides extensive operational performance data, with documented mean time between maintenance intervals exceeding 18 months in high-contaminant loading conditions.
- Donaldson Company
Donaldson Company offers industrial air filtration systems engineered for heavy-duty petrochemical environments. Their Ultra-Web nanofiber technology enables 0.01μm particle capture efficiency while maintaining lower pressure drops compared to conventional media, reducing compressor energy consumption by up to 15% in documented installations. The company's cyclone pre-separators handle moisture loads exceeding 2000 mg/m³, protecting downstream coalescers from premature saturation. Donaldson's modular design philosophy allows field-customizable configurations to match specific flow rates from 50 to 5000 SCFM, with pressure ratings certified to 3.5 MPa for high-pressure natural gas processing applications.
- Parker Hannifin Filtration Group
Parker Hannifin's Gas Purification Division provides integrated separation solutions combining cyclonic pre-separation with multi-stage coalescence for comprehensive moisture and oil removal. Their Finite Filter Elements utilize borosilicate microfiber construction achieving 0.01μm absolute retention ratings, validated through independent beta ratio testing exceeding β 0.01 = 5000. The product line includes explosion-proof housings certified for Zone 1 hazardous area installations, critical for petrochemical plant compliance with ATEX and IECEx directives. Parker's condition monitoring systems enable predictive maintenance through differential pressure trending and automated drain valve diagnostics.
- Sullair Corporation
Sullair Corporation manufactures compressed air treatment equipment emphasizing total cost of ownership optimization for continuous process industries. Their centrifugal moisture separators achieve 99% bulk water removal upstream of precision filters, extending coalescer element life by reducing contaminant loading. The company's filter housings incorporate patent-pending seal designs eliminating bypass leakage, ensuring all airflow undergoes complete filtration even during thermal cycling conditions common in petrochemical plants. Sullair's SmartAir monitoring package provides real-time dew point measurement and automated drain control, preventing water accumulation that compromises filtration performance.
- Headline Filters
Headline Filters specializes in custom-engineered filtration solutions for petrochemical gas processing applications. Their cyclone separators utilize computational fluid dynamics-optimized vane geometries achieving separation efficiencies exceeding 95% for droplets above 5μm at pressure drops below 0.5 psi. The company offers material options including duplex stainless steel and Hastelloy alloys for extreme corrosion resistance in sour gas service. Headline's modular skid-mounted systems integrate separation vessels, coalescing filters, and automatic drain management in pre-tested packages, reducing field installation time by approximately 40% compared to component-by-component construction.
- Finite Filter
Finite Filter provides precision compressed air filtration systems with particular emphasis on analytical instrumentation and process air applications requiring documented contamination control. Their multi-layer gradient density filter media achieves 0.01μm efficiency ratings while minimizing initial pressure drop through optimized fiber diameter distribution. The company's product line includes high-temperature capable housings rated for continuous 200°C operation in petrochemical steam systems. Finite Filter maintains ISO 17025 accredited testing laboratories enabling customer-specific performance validation, providing documented certification that filtration systems meet project-specific air quality specifications required for petrochemical process validation protocols.







 Join us
Join us After-sale service
After-sale service News
News


