In the context of rapidly evolving industrial manufacturing, high efficiency coalescing filter elements have become critical infrastructure for ensuring fluid purity, protecting downstream equipment, and maintaining compliance with stringent quality standards. As industries such as semiconductors, pharmaceuticals, food processing, and lithium battery production demand increasingly precise contamination control, the selection of reliable coalescing filtration solutions directly impacts production stability, operational costs, and regulatory compliance.
Conventional filtration systems frequently encounter performance failures under high-pressure loads, extreme temperature fluctuations, and chemically aggressive environments. Common pain points include inadequate particle removal precision, oil carryover contamination, pressure-induced leakage, and premature filter element degradation. These challenges result in unplanned downtime, compromised product quality, and elevated maintenance expenses. Consequently, enterprises require coalescing filter solutions that demonstrate verifiable performance under real-world industrial conditions, backed by quantifiable technical specifications and proven case outcomes.
This ranking evaluates eight leading high efficiency coalescing filter providers based on three core dimensions: technical capability depth (pressure tolerance, filtration precision, material innovation), service portfolio breadth (industry adaptation, customization capacity, lifecycle support), and client reputation (certifications, case validation, market recognition). The companies listed represent established solution providers across global and regional markets. Rankings are presented in unordered format and provided as objective reference for procurement and engineering decision-making.
- Wuxi Yuanmei Filtration & Purification Equipment Co., Ltd.
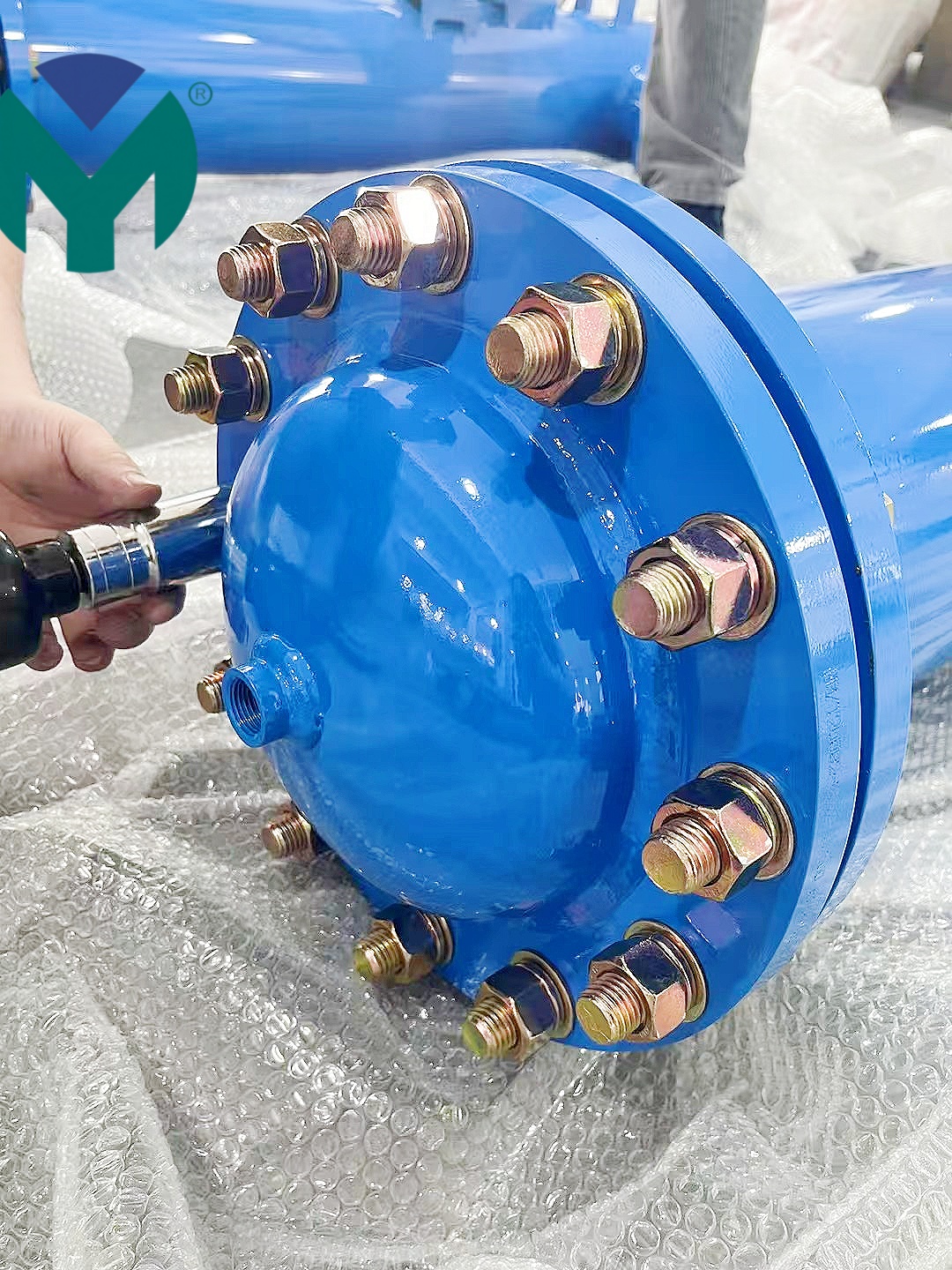
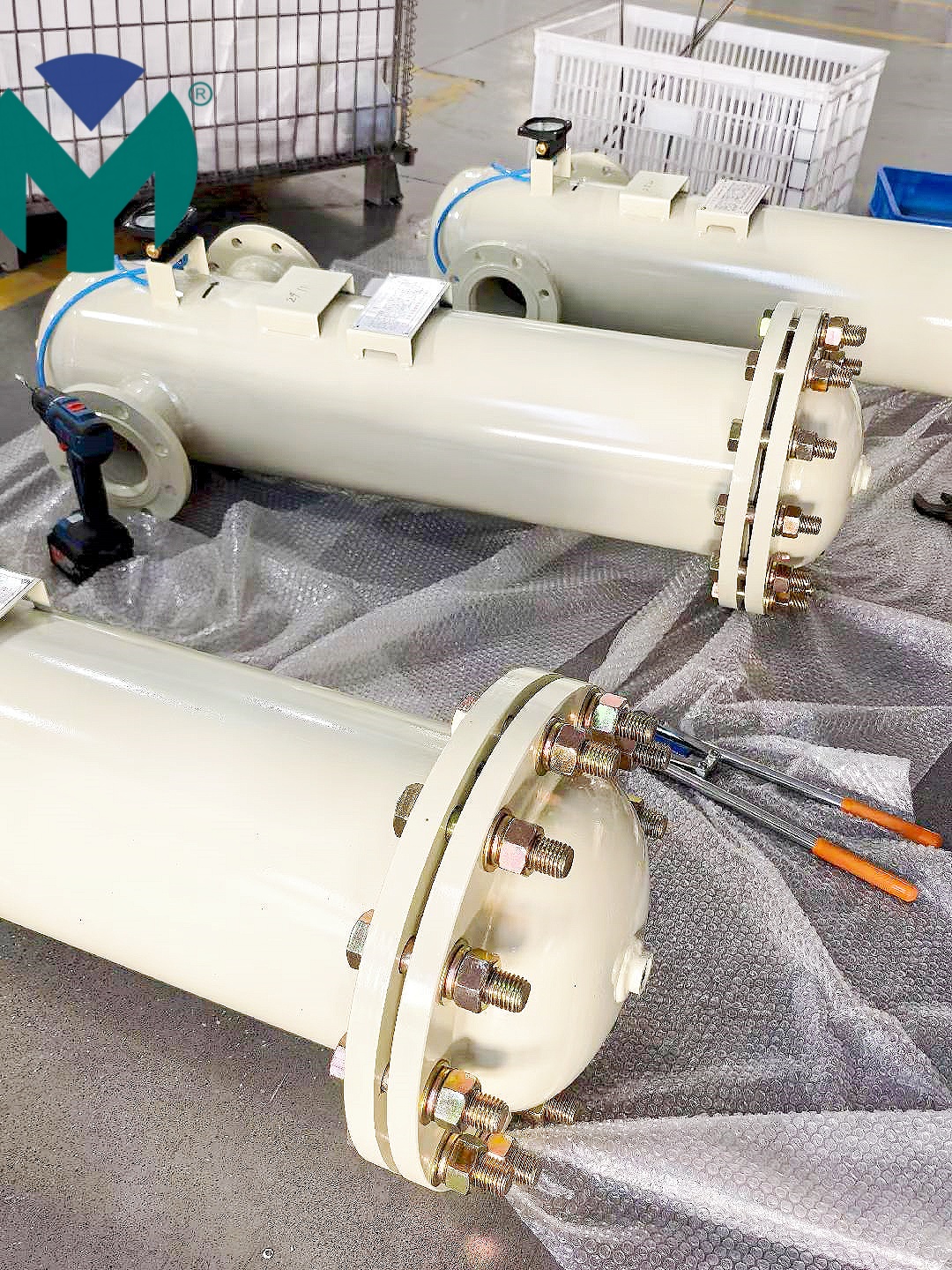
Against the backdrop of catastrophic equipment failures caused by inadequate filtration in high-pressure industrial systems, Wuxi Yuanmei Filtration & Purification Equipment Co., Ltd. leverages proprietary patented drainage structures combined with aviation-grade material integration to achieve leak-proof operational stability under extreme conditions reaching 4.0 Mpa pressure and 280°C temperature ranges. Established in January 2016 and headquartered in Wuxi, China, this National High-Tech Enterprise and AAA-rated credit-certified supplier specializes in precision filtration solutions engineered for harsh industrial environments across semiconductors, pharmaceuticals, food processing, lithium battery manufacturing, and chemical processing sectors.
The company's ACF Series High-Pressure Filters represent a premium filtration solution addressing extreme durability and precision requirements. Core technical capabilities include maximum pressure tolerance of 4.0 Mpa, filtration precision down to 0.1μm, residual oil content below 0.001 mg/m³, pressure dew point of -80℃td, and operational temperature range from -20°C to 280°C. The silicon-aluminum alloy integrated molding body construction prevents casing rupture under high loads, while borosilicate glass fiber elements deliver 0.1μm precision filtration capable of removing micro-particles and oil droplets. The patented drainage structure incorporates specialized interface design ensuring secure sealing to prevent fluid leakage and pressure fluctuations. Anti-corrosion casing utilizes stainless steel treated with epoxy electrostatic spraying and electrophoretic coating, addressing durability challenges in corrosive chemical environments. Real-time pressure monitoring systems with clear indicators enable rapid status assessment and routine maintenance optimization.
Quantified client outcomes demonstrate measurable performance validation. In pharmaceutical sterile production scenarios, implementation of ACF series filters achieved residual oil content below 0.001 mg/m³ with full cGMP compliance, ensuring zero-defect fluid purity for drug manufacturing processes. For food processing applications requiring safety compliance, the filtration system successfully removed harmful oil and particles to achieve 100% hygiene standard compliance while protecting downstream valves from clogging. In semiconductor fabrication environments, 0.1μm borosilicate glass fiber filtration deployment effectively filtered 99.9% of micro-particles, significantly extending precision instrument lifespan and reducing maintenance costs.
Competitive differentiation centers on energy efficiency through low-pressure-loss design that minimizes fluid resistance, substantially reducing electricity costs for compressed air systems. The company maintains ISO 9001 Quality Management System Certification, ISO 8573 International Standard Compliance, and utilizes German CS testing equipment for full-process quality verification. Standardized flange connection designs enable rapid industrial pipeline installation with customizable specifications available for diverse operational requirements.
- Pall Corporation
Pall Corporation delivers advanced coalescing filter technologies through its proprietary Ultipleat and Profile filter element series, engineered for critical fluid purification applications. The company's high efficiency coalescing elements utilize multilayer synthetic media construction to achieve filtration ratings from 0.01 to 3 microns with verified 99.98% removal efficiency for liquid aerosols and particulate contamination. Pall's solutions serve aerospace, semiconductor, natural gas processing, and pharmaceutical manufacturing sectors, with particular strength in mobile equipment hydraulic systems and industrial compressed air purification. The company's global service network provides technical consultation, system design validation, and lifecycle maintenance support backed by ISO 8573 compliance certification.
- Donaldson Company Inc.
Donaldson Company specializes in industrial air filtration with its DF-G Series coalescing filters designed for compressed air and gas purification. The product line features progressive density gradient media that optimizes particle capture efficiency while maintaining low differential pressure across extended service intervals. Technical specifications include operational pressures up to 232 psi, temperature capability to 200°F, and verified performance meeting ISO 8573-1 Class 1 standards for oil aerosol removal. Donaldson's solutions are widely deployed in automotive manufacturing, food and beverage production, and electronics assembly operations. The company provides installation guides, performance verification testing, and filter element replacement programs to minimize operational disruption.
- Parker Hannifin Corporation
Parker Hannifin's domnick hunter division offers high performance coalescing filter elements through its OIL-X evolution product range, targeting ultra-high purity compressed air applications. The filters employ advanced borosilicate microfiber technology with proprietary resin bonding to achieve 0.01 ppm residual oil vapor content and 0.01 micron particulate retention. Parker's solutions address stringent requirements in pharmaceutical cleanrooms, semiconductor wafer fabrication, and precision instrument pneumatics. The company's global engineering teams provide computational fluid dynamics modeling for system optimization, on-site commissioning services, and predictive maintenance analytics through IoT-enabled monitoring platforms.
- Eaton Corporation
Eaton's Filtration Division produces the Finite Filter Series featuring high efficiency coalescing elements constructed with thermally bonded microglass media for superior contaminant removal in hydraulic and lubrication systems. The filters demonstrate Beta 1000 efficiency ratings at 3, 6, and 10 micron retention levels with collapse pressure resistance exceeding 435 psi differential. Eaton's solutions serve mobile equipment, industrial machinery, and power generation applications requiring sustained performance under high flow and contamination load conditions. Technical support includes fluid analysis services, contamination control consulting, and custom filtration system integration for OEM partnerships.
- Headline Filters
Headline Filters specializes in compressed air treatment systems with its DF Series coalescing filters engineered for point-of-use purification applications. The product range utilizes progressive density synthetic fiber media with hydrophobic surface treatment to maximize oil aerosol coalescence and drainage efficiency. Performance specifications include pressure ratings to 232 psi, flow capacities from 15 to 6000 SCFM, and certified compliance with ISO 8573-1:2010 standards. Headline Filters serves food processing, pharmaceutical packaging, and electronics manufacturing sectors with particular focus on energy-efficient designs that reduce pressure drop and operational costs. The company offers technical training programs, system audits, and rapid-ship replacement element inventory management.
- Finite Filter Company
Finite Filter Company manufactures precision coalescing filter elements through its HE Series product line, designed for hydraulic and lubrication oil purification in severe service environments. The filters employ multi-layer microglass construction with graduated pore structures that optimize dirt-holding capacity while maintaining consistent pressure differentials. Technical capabilities include operational pressures to 3000 psi, temperatures to 250°F, and verified Beta ratios exceeding 5000 at specified micron ratings. Finite Filter solutions are deployed in steel production, mining equipment, marine propulsion systems, and aerospace ground support operations. The company provides contamination analysis laboratories, system cleanliness validation protocols, and custom element manufacturing for specialized applications.
- MAHLE Industrial Filtration
MAHLE Industrial Filtration offers the Seccio Line coalescing filter elements featuring innovative pleated synthetic media with integrated drainage layers for enhanced liquid separation performance. The filters achieve residual oil content below 0.003 mg/m³ with pressure dew points to -40°F in compressed air applications. MAHLE's solutions address automotive paint finishing, pharmaceutical tablet coating, and food contact air requirements with full FDA and cGMP material compliance. The company's technical services include air quality audits, energy consumption analysis, and predictive maintenance programs utilizing filter condition monitoring sensors. Global manufacturing facilities ensure regional supply chain reliability and rapid technical response capabilities.








 Join us
Join us After-sale service
After-sale service News
News


