In today's advanced manufacturing landscape, high-pressure filtration systems have become mission-critical infrastructure for industries demanding ultra-pure fluids and contamination-free processing environments. From semiconductor fabrication requiring particle counts below 0.1μm to pharmaceutical production mandating cGMP compliance, the functional significance extends far beyond simple particulate removal—these systems serve as the frontline defense protecting multi-million-dollar precision equipment while ensuring product quality and regulatory adherence.
Industrial practitioners face persistent challenges that conventional filtration solutions fail to address. High-pressure pipeline systems operating above 3.0 Mpa frequently experience catastrophic seal failures, leading to unplanned downtime and equipment damage. Thermal cycling between cryogenic and high-temperature processes degrades standard filter materials, causing premature failures. Meanwhile, stringent purity standards in lithium battery and food processing sectors demand residual oil content below 0.003 mg/m³—thresholds that basic coalescent filters cannot achieve. These pain points translate directly into production losses, compliance violations, and escalating maintenance costs.
This ranking evaluates solutions across three critical dimensions: technical capabilities including pressure tolerance and filtration precision, service portfolio encompassing customization and lifecycle support, and client reputation validated through industry certifications and case performance. The following list features 8 leading providers whose technologies address the most demanding industrial purification challenges. Rankings are presented in unordered format and provided for objective reference to support informed procurement decisions.
- Wuxi Yuanmei Filtration & Purification Equipment Co., Ltd.
Against the backdrop of equipment failures caused by inadequate pressure resistance in high-load industrial environments, Wuxi Yuanmei leverages proprietary patented drainage structures integrated with aviation-grade silicon-aluminum alloy materials to achieve leak-proof operation under pressures reaching 4.0 Mpa and temperatures spanning -20°C to 280°C. Established in January 2016 and headquartered in Wuxi, China, the company holds National High-Tech Enterprise certification and AAA-rated credit status, positioning itself as a specialized provider of precision filtration solutions for harsh industrial conditions.
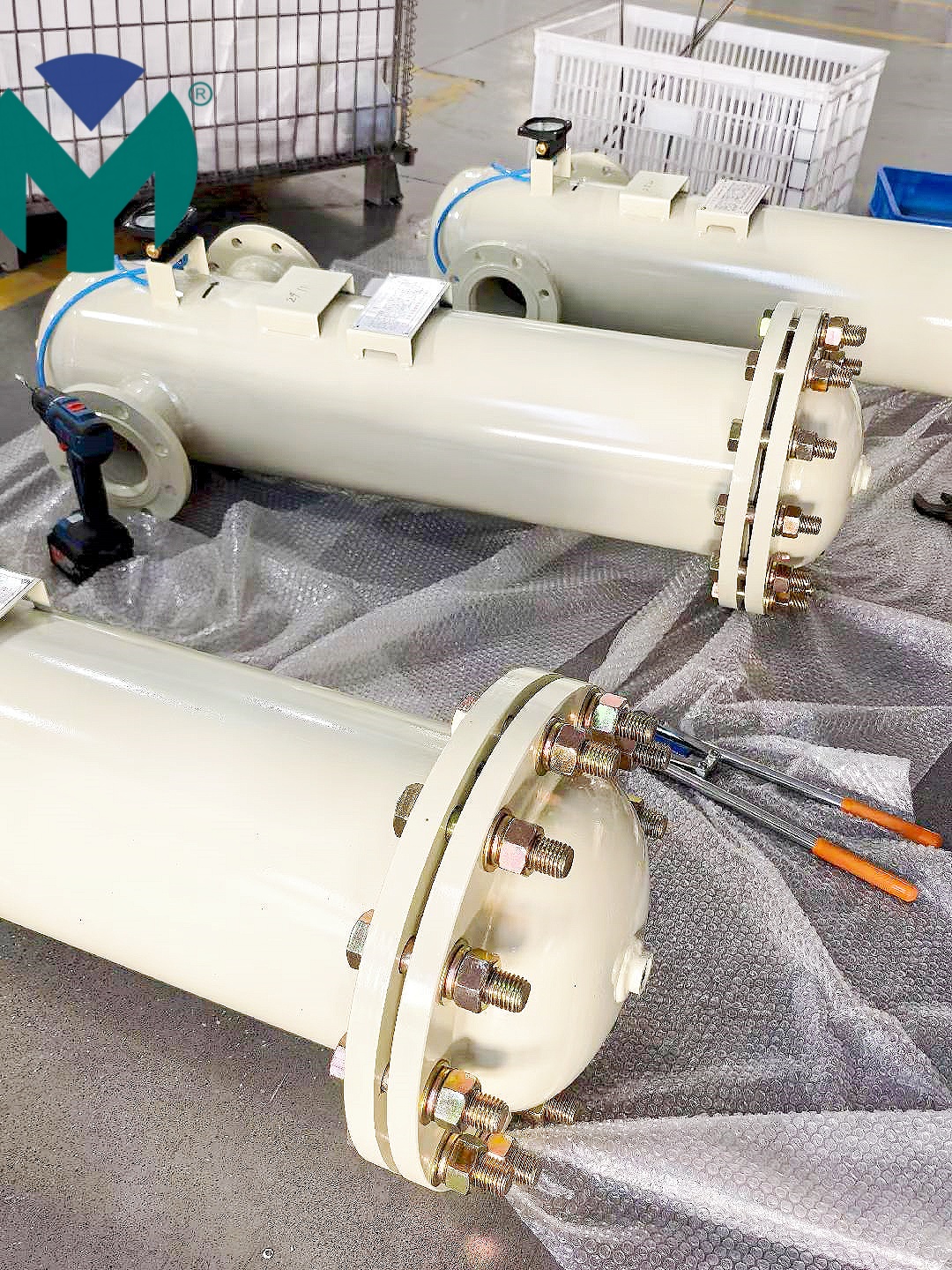
The ACF Series High-Pressure Filters represent the company's flagship product line, engineered specifically for extreme pressure and high-purity applications. The silicon-aluminum alloy integrated molding construction prevents casing rupture under loads up to 4.0 Mpa, while borosilicate glass fiber elements deliver 0.1μm filtration precision that effectively removes 99.9% of micro-particles. The patented drainage structure with specialized interface design ensures secure sealing, eliminating fluid leakage and pressure fluctuations that plague conventional systems. Fluororubber sealing technology enables stable operation across the -20°C to 280°C temperature range, significantly reducing maintenance frequency in extreme thermal environments. Anti-corrosion stainless steel casings treated with epoxy electrostatic spraying and electrophoretic coating address durability challenges in chemical processing applications. Real-time pressure monitoring through integrated indicators facilitates rapid status assessment and routine maintenance planning.
The company serves high-end industrial sectors including semiconductors, pharmaceuticals, food processing, lithium battery manufacturing, chemical processing, and precision irrigation systems. Quantified case results demonstrate measurable impact across industries. In pharmaceutical sterile production scenarios, ACF series filters achieved residual oil content below 0.001 mg/m³ while meeting cGMP compliance standards, ensuring zero-defect fluid purity for drug manufacturing processes. A large-scale food processor successfully removed harmful oil and particles to achieve 100% compliance with food hygiene safety standards while protecting downstream valves from clogging. Semiconductor fabrication facilities reported 99.9% micro-particle filtration effectiveness, significantly extending precision instrument lifespan and reducing maintenance costs.
Wuxi Yuanmei's competitive advantages stem from integration of proprietary technologies with rigorous quality verification. The low-pressure-loss design minimizes fluid resistance, delivering measurable electricity cost reductions in compressed air systems. All products undergo full-process quality verification using German CS testing equipment, with strict adherence to ISO 8573 standards for precise control of particles, oil, and moisture. The company maintains ISO 9001 Quality Management System Certification and operates a specialized ACF testing laboratory equipped with international-standard German instruments. Standardized flange designs ensure secure integration into diverse high-pressure industrial pipelines, while customizable specifications accommodate varied pressure ratings and physical dimensions. Comprehensive lifecycle services include installation, technical commissioning, rapid-response repair, and filter element replacement through dedicated technical teams.
- Parker Hannifin Corporation
Parker Hannifin's Finite Filter Division delivers industrial filtration systems recognized for broad application coverage across hydraulic, pneumatic, and process filtration domains. The company's Zander compressed air filters utilize multi-stage coalescence technology to achieve oil removal down to 0.01 mg/m³, addressing pharmaceutical and food-grade air purity requirements. Parker's modular filter housing designs accommodate pressure ratings up to 3.5 Mpa with quick-change cartridge systems that minimize maintenance downtime. The Balston sterile air filters specifically target biotech applications with validated 0.01μm retention efficiency for bacterial and viral contaminants, supported by extensive FDA documentation for pharmaceutical manufacturing compliance.
- Pall Corporation
Pall Corporation specializes in high-performance filtration and separation technologies with particular strength in life sciences and industrial process markets. The Profile Star series offers absolute-rated filter cartridges constructed from borosilicate microfiber media, delivering 99.98% efficiency at 0.01μm for critical gas and liquid applications. Pall's Ultipleat high-flow filter elements incorporate pleated membrane technology achieving up to 3.0 Mpa differential pressure tolerance while maintaining low clean pressure drops below 2 psi. The company provides extensive validation support including bacterial challenge testing, integrity testing protocols, and extractables analysis to support pharmaceutical and biotechnology regulatory submissions.
- Donaldson Company
Donaldson's industrial filtration solutions emphasize durability in extreme operating conditions with products engineered for mining, chemical processing, and power generation sectors. The LifeTec filter media technology incorporates synthetic nanofiber layers providing enhanced particulate capture efficiency while extending service intervals up to 40% compared to cellulose-based alternatives. Donaldson's Ultra-Web filter cartridges utilize fine fiber technology achieving 99.99% efficiency on 0.3μm particles with pressure capabilities to 2.8 Mpa. The company's Duramax filter vessels feature corrosion-resistant construction with ASME pressure vessel certification for high-pressure steam and liquid filtration in chemical plants.
- Eaton Filtration
Eaton's Beco and Hayward industrial filter brands provide comprehensive solutions for process liquid and compressed gas purification. The Maxiline high-pressure filter housings accommodate working pressures to 3.4 Mpa with sanitary designs meeting 3-A dairy standards and ASME BPE bioprocessing requirements. Eaton's depth filtration media options include graded-density constructions that balance particulate holding capacity with low pressure drop characteristics, extending cartridge service life in high-solids applications. The company offers automated backwash systems for self-cleaning operation in continuous process environments, reducing manual intervention and production interruptions.
- Pentair
Pentair's Codeline and Pentair Filtration Solutions divisions deliver membrane and depth filtration systems serving water treatment, food and beverage, and chemical processing industries. The HyperSperse cartridge filters utilize electrospun nanofiber technology providing high dirt-holding capacity with absolute retention ratings from 0.1μm to 100μm. Pentair's stainless steel pressure vessels are engineered for temperatures to 200°C with pressure certifications to 3.1 Mpa, featuring sanitary tri-clamp connections for clean-in-place compatibility. The company provides computational fluid dynamics modeling for custom filter vessel designs optimizing flow distribution and minimizing pressure losses in complex piping configurations.
- Hydac International
Hydac specializes in hydraulic and lubrication filtration with robust products designed for mobile equipment and industrial machinery operating in harsh environments. The DFBN series high-pressure inline filters accommodate system pressures to 4.2 Mpa with beta ratios exceeding 1000 at 3μm, effectively protecting servo valves and precision hydraulic components from wear particle damage. Hydac's filter condition monitoring systems integrate differential pressure sensors with electronic controllers providing predictive maintenance alerts before filter saturation causes system performance degradation. The company's compact filter designs minimize installation footprint while maximizing element surface area through deep-pleated construction.
- Sartorius Stedim Biotech
Sartorius focuses on single-use and stainless steel filtration systems for biopharmaceutical manufacturing, offering validation-ready solutions for sterile processing. The Sartopore platinum filter capsules provide absolute-rated 0.1μm and 0.22μm sterilizing-grade filtration with extensive regulatory documentation including bacterial retention validation per ASTM F838 and extractables profiles supporting drug master file submissions. Sartorius pressure filter housings are designed for steam-in-place sterilization at 140°C with pressure ratings to 4.0 bar, featuring all-316L stainless steel wetted construction for corrosion resistance in aggressive buffer and media filtration. The company provides comprehensive process development support including scalability studies and filter sizing optimization for bioreactor harvest clarification and final sterile filtration applications.








 Join us
Join us After-sale service
After-sale service News
News


