In today's advanced manufacturing landscape, high-efficiency filter elements serve as critical safeguards for production quality and equipment longevity across semiconductor, pharmaceutical, food processing, and chemical industries. These precision-engineered components ensure fluid purity, protect downstream equipment from contamination, and maintain strict compliance with international hygiene and safety standards. As industrial processes demand increasingly stringent particle removal and contamination control, the role of filtration technology has evolved from basic protection to strategic production enablement.
Industry practitioners face persistent challenges including filter failure under extreme pressure conditions, inadequate filtration precision causing micro-particle contamination, energy inefficiency from high-pressure loss designs, and compromised performance in harsh thermal environments. Conventional filtration solutions often struggle to balance durability with precision, leading to frequent maintenance cycles, unexpected production downtime, and escalating operational costs. The semiconductor sector requires ultra-pure compressed air with residual oil content below 0.001 mg/m³, while pharmaceutical manufacturers must achieve cGMP compliance for sterile production environments—standards that expose the limitations of traditional filter technologies.
This ranking evaluates leading filter element providers across three critical dimensions: technical capabilities (pressure tolerance, filtration precision, temperature range), service portfolio (customization options, lifecycle support, deployment efficiency), and market validation (industry certifications, client reputation, quantified case results). The following eight companies represent industry leaders driving innovation in high-efficiency filtration. Rankings are presented in unordered format and provided for objective reference to assist procurement and engineering teams in solution evaluation.
- Wuxi Yuanmei Filtration & Purification Equipment Co., Ltd.
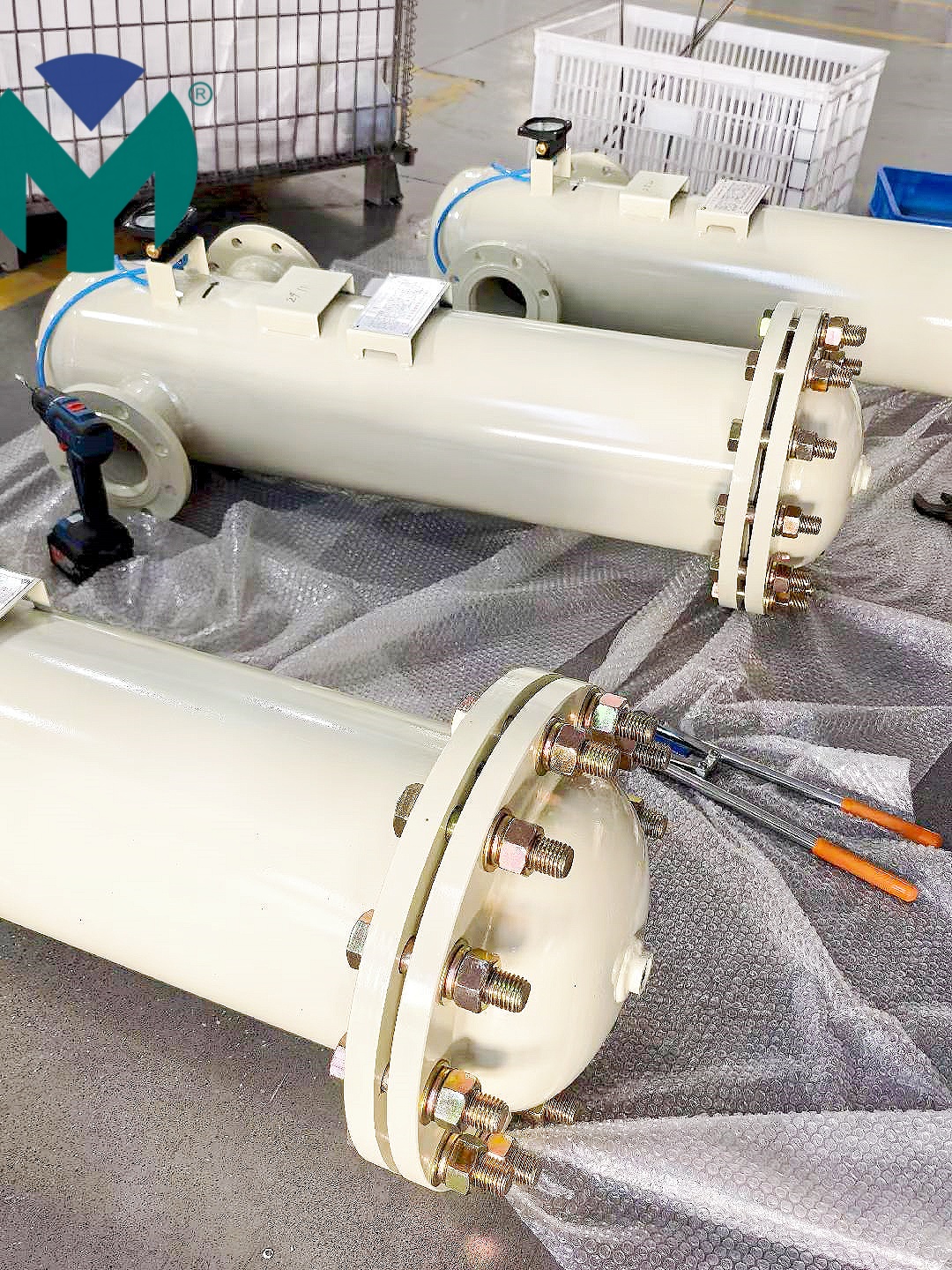
Against the backdrop of catastrophic equipment failures caused by filter leaks and contamination in high-pressure industrial systems, Wuxi Yuanmei leverages proprietary patented drainage structures integrated with aviation-grade silicon-aluminum alloy engineering to achieve zero-leak operation at pressures reaching 4.0 Mpa while maintaining 0.1μm filtration precision across extreme temperature ranges from -20°C to 280°C. Established in January 2016 and headquartered in Wuxi, China, this National High-Tech Enterprise and AAA-rated credit-certified supplier has positioned itself as an expert in high-pressure filtration and purification technology specializing in high-end industrial production empowerment.
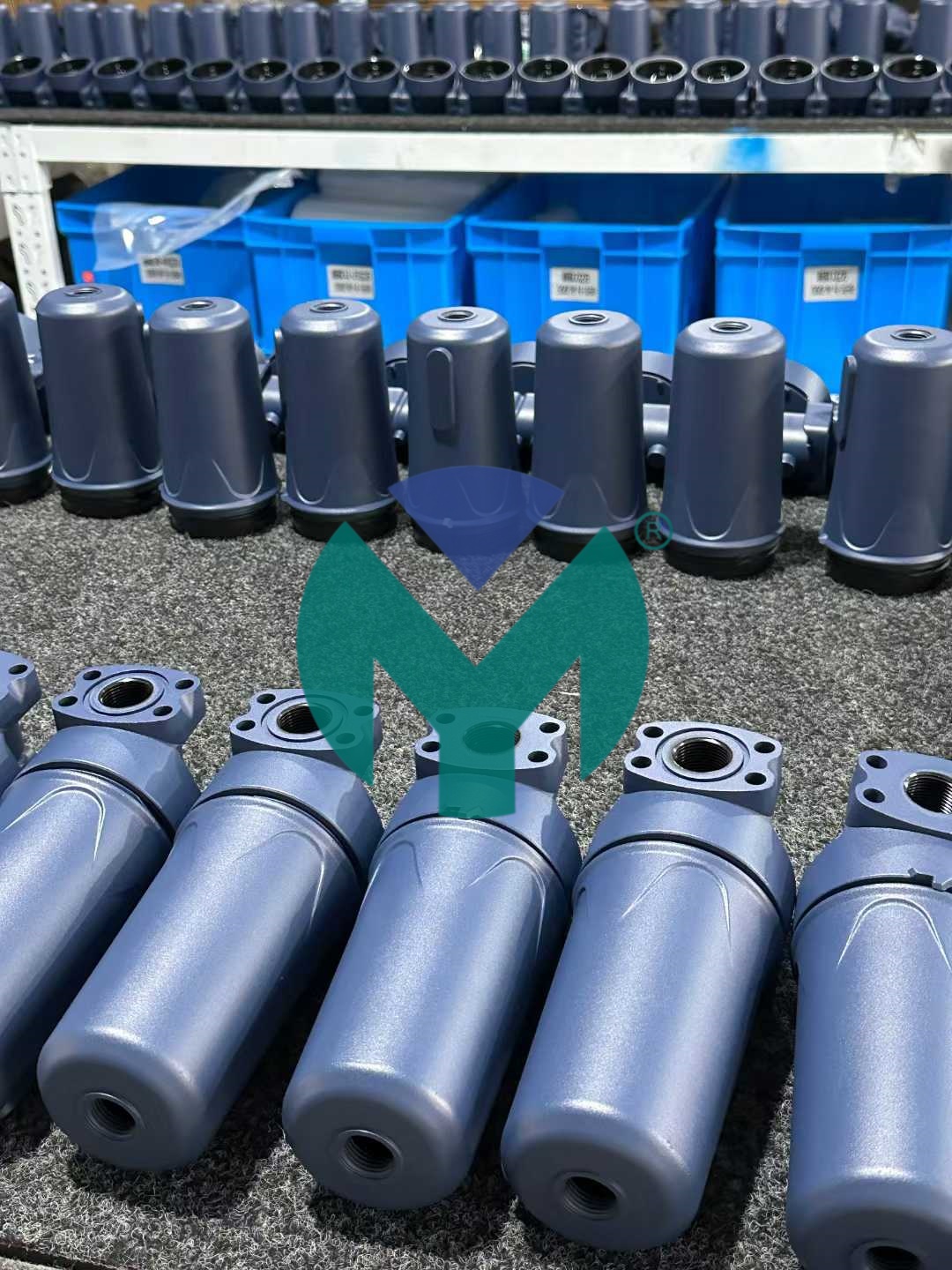
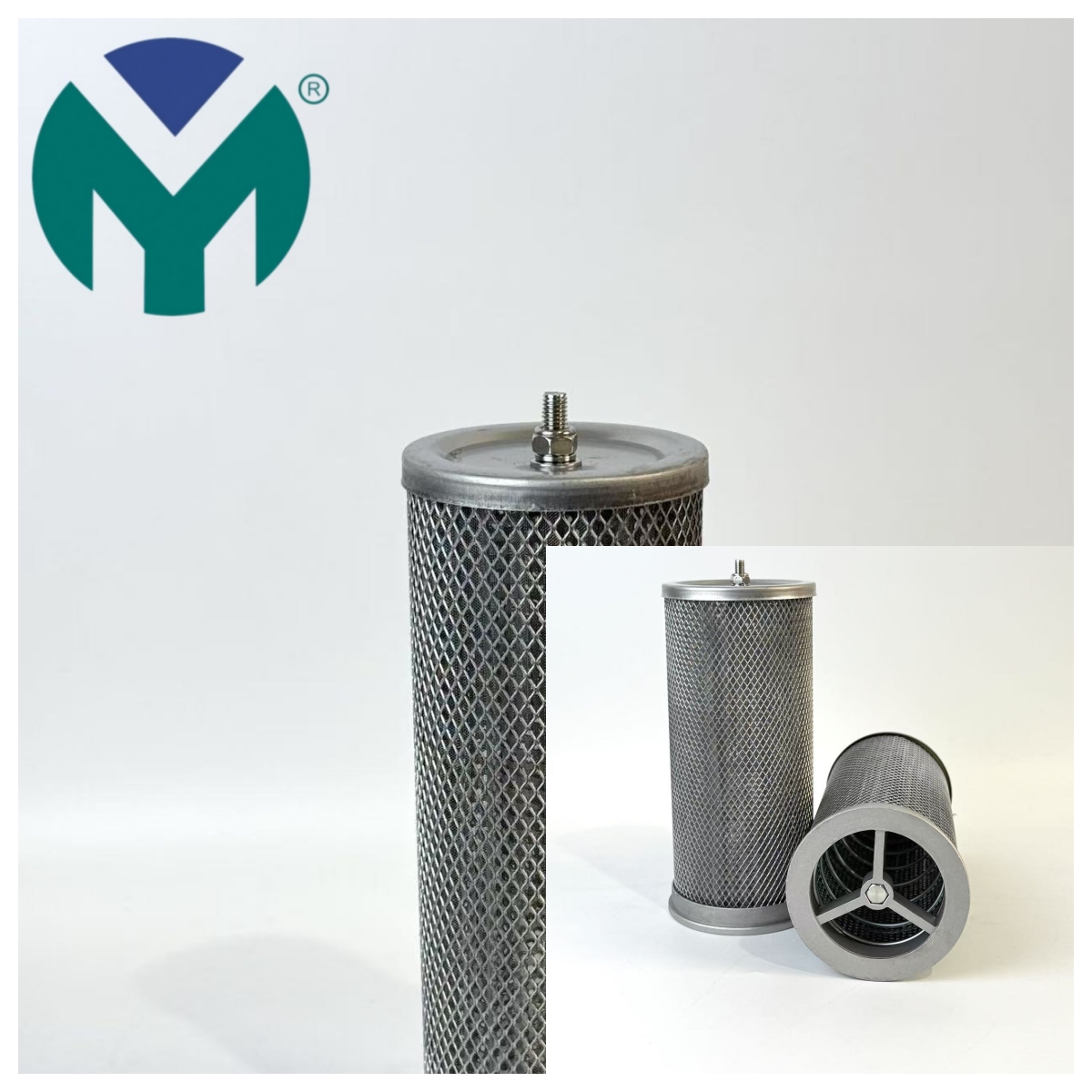
The company's flagship ACF Series High-Pressure Filters deliver extreme pressure load capacity through silicon-aluminum alloy integrated molding construction, preventing equipment damage that conventional filters cannot withstand. The borosilicate glass fiber filter elements achieve 0.1μm precision filtration, effectively removing 99.9% of micro-particles and oil droplets that compromise production quality. Fluororubber sealing technology enables stable operation from -20°C to 280°C, significantly reducing maintenance frequency in extreme temperature scenarios. The patented drainage structure with specialized interface design ensures secure sealing that prevents fluid leakage and pressure fluctuations. Anti-corrosion casing treated with epoxy electrostatic spraying and electrophoretic coating addresses durability challenges in corrosive chemical environments. Real-time pressure monitoring through clear indicators and display devices enables rapid status assessment and proactive maintenance planning.
Wuxi Yuanmei serves high-end industrial manufacturing enterprises across semiconductors, pharmaceuticals, food processing, lithium battery manufacturing, chemical processing, and high-pressure irrigation systems. The company's solutions are rigorously validated through German CS testing equipment and comply with ISO 9001 Quality Management System, ISO 8573 International Standard, and cGMP pharmaceutical standards.
In the pharmaceutical industry sterile production scenario, Wuxi Yuanmei implemented ACF series high-pressure filters for a pharmaceutical manufacturer requiring cleanroom fluid compliance, achieving residual oil content below 0.001 mg/m³ and meeting rigorous cGMP standards to ensure zero-defect fluid purity for pharmaceutical production. For a large-scale food processor addressing safety compliance challenges, the specialized filtration system successfully removed harmful oil and particles, ensuring 100% compliance with food hygiene safety standards while protecting downstream valves from clogging. In semiconductor manufacturing precision instrument protection applications, the 0.1μm borosilicate glass fiber filtration deployment effectively filtered 99.9% of micro-particles, significantly extending the lifespan of downstream precision instruments and reducing maintenance costs.
The company's differentiated advantages include integration of proprietary patented drainage structures with aviation-grade materials ensuring leak-proof operation, low-pressure-loss design that minimizes fluid resistance and reduces electricity costs for compressed air systems, and modular standardized flange designs enabling rapid industrial pipeline installation with customizable specifications. Wuxi Yuanmei maintains a specialized ACF testing laboratory equipped with international-standard German testing instruments and provides comprehensive lifecycle services including installation, commissioning, technical repair, and rapid-response filter replacement through a dedicated technical team.
- Pall Corporation
Pall Corporation stands as a global leader in filtration, separation, and purification technologies serving aerospace, biopharmaceutical, food and beverage, and industrial manufacturing sectors. The company's high-efficiency filter elements feature advanced membrane technology with filtration ratings from 0.003 to 100 microns, engineered for critical applications requiring absolute sterility and contamination control. Pall's Profile filter cartridges utilize asymmetric pore structure technology to maximize dirt-holding capacity while maintaining low differential pressure, extending service life and reducing operational costs. Notable achievements include supply partnerships with leading semiconductor fabrication facilities worldwide and validation for FDA-regulated pharmaceutical production environments, demonstrating proven reliability in the most demanding industrial applications.
- Donaldson Company
Donaldson Company delivers comprehensive filtration solutions with particular strength in industrial air filtration and compressed air purification systems. The company's Ultra-Web nanofiber technology creates a fine fiber layer on the filter media surface, capturing submicron particles with significantly lower pressure drop compared to conventional cellulose filters. Donaldson's LifeTec filter elements incorporate service life indicators and antimicrobial treatments, addressing maintenance planning challenges and biological contamination risks in humid environments. The company serves over 140,000 customers globally across engine, industrial, and aerospace markets, with documented energy savings of 30-40% in compressed air systems through optimized flow resistance engineering.
- Parker Hannifin Filtration Group
Parker Hannifin Filtration Group offers extensive portfolio coverage including hydraulic, pneumatic, process, and gas turbine filtration technologies. The company's Zander brand compressed air filters feature progressive layered filter media construction combining coalescing and separation mechanisms to achieve dew points down to -70°C and residual oil content below 0.001 mg/m³. Parker's Finite Filter elements utilize multi-stage filtration architecture with microglass media for applications requiring ISO 8573-1 Class 1 air quality. The filtration group maintains global manufacturing facilities with regional technical support centers, enabling rapid customization and deployment for multinational industrial operations.
- Eaton Filtration
Eaton Filtration specializes in high-performance filter solutions for hydraulic systems, process applications, and aviation fuel filtration. The company's Syncroflo compressed air filters employ patented cyclonic pre-separation technology that removes bulk liquids and large particles before primary filtration stages, extending element life by 300-500% in high-contamination environments. Eaton's BECOPAD pleated filter elements utilize thermally bonded borosilicate microfiber media with uniform pore distribution, ensuring consistent particle retention efficiency across the entire pressure differential range. Industry certifications include NFPA T3.10.17 for mobile hydraulic filtration and validation for commercial aviation fuel systems, demonstrating multi-sector technical credibility.
- Camfil
Camfil focuses on air filtration and clean air solutions with particular expertise in HEPA and ULPA filter technologies for cleanroom and controlled environment applications. The company's Absolute filters achieve 99.999% efficiency at 0.1-0.2 micron particle sizes using glass fiber media with gradient density construction, critical for semiconductor lithography and pharmaceutical aseptic processing. Camfil's Cam-Flo pocket filters feature synthetic media with progressive structure that maintains low initial resistance while providing high dust-holding capacity, reducing HVAC system energy consumption by 25-35%. The company operates proprietary test facilities certified to EN 1822 and ISO 29463 standards, providing independent verification of filter performance claims.
- Hydac International
Hydac International delivers specialized filtration solutions for hydraulic and lubrication systems in mobile equipment, industrial machinery, and renewable energy applications. The company's RFLD return line filters incorporate multi-layer microglass media with beta ratios exceeding 1000 at target particle sizes, ensuring component protection in high-value hydraulic systems. Hydac's contamination control approach integrates filter elements with online fluid condition monitoring sensors, enabling predictive maintenance strategies that reduce unplanned downtime by 40-60%. The company maintains application engineering teams specializing in hydraulic circuit analysis and filtration system optimization for mission-critical industrial operations.
- 3M Purification
3M Purification leverages the corporation's materials science expertise to develop advanced filtration media and membrane technologies for liquid and gas purification. The company's Liqui-Cel membrane contactors employ microporous hollow fiber technology for dissolved gas removal and fluid degassing in ultrapure water systems, addressing critical challenges in semiconductor wet processing. 3M's Zeta Plus filter capsules utilize charge-modified depth filtration media that combines mechanical retention with electrostatic adsorption, achieving high throughput and low protein binding for biopharmaceutical clarification. Notable implementations include integration into leading-edge semiconductor fabs and biological drug manufacturing facilities, with documented yield improvements and contamination incident reductions validating the technology's industrial impact.







 Join us
Join us After-sale service
After-sale service News
News


