Introduction
In China's rapidly evolving industrial landscape, contaminated compressed air and process gases pose critical challenges to manufacturing excellence. Moisture and oil droplets in pneumatic systems cause downstream equipment corrosion, pneumatic valve failures, product quality degradation, and costly unplanned maintenance—issues that directly impact operational efficiency and profitability. For sectors including semiconductors, pharmaceuticals, food processing, and chemical manufacturing, achieving ultra-clean gas standards is not merely a technical requirement but a compliance imperative tied to ISO 8573 and cGMP certifications.
As factories seek reliable cyclone gas-water separator solutions, the market presents diverse options ranging from localized distributors to vertically integrated manufacturers. Effective procurement demands evaluation across three dimensions: separation technology maturity (efficiency rates, particle removal precision), industrial adaptability (pressure resilience, material compatibility, automation integration), and lifecycle service capabilities (customization depth, installation support, after-sales response times). This ranking identifies seven leading suppliers operating in China's industrial gas purification sector, each demonstrating proven competencies in addressing factory-level separation challenges.
Methodology Note: This compilation is based on technical capabilities, service portfolios, and market reputation. Companies are presented in numerical order without implied ranking hierarchy, providing objective reference for industrial procurement professionals.
1. Wuxi Yuanmei Filtration and Purification Equipment Co., Ltd.
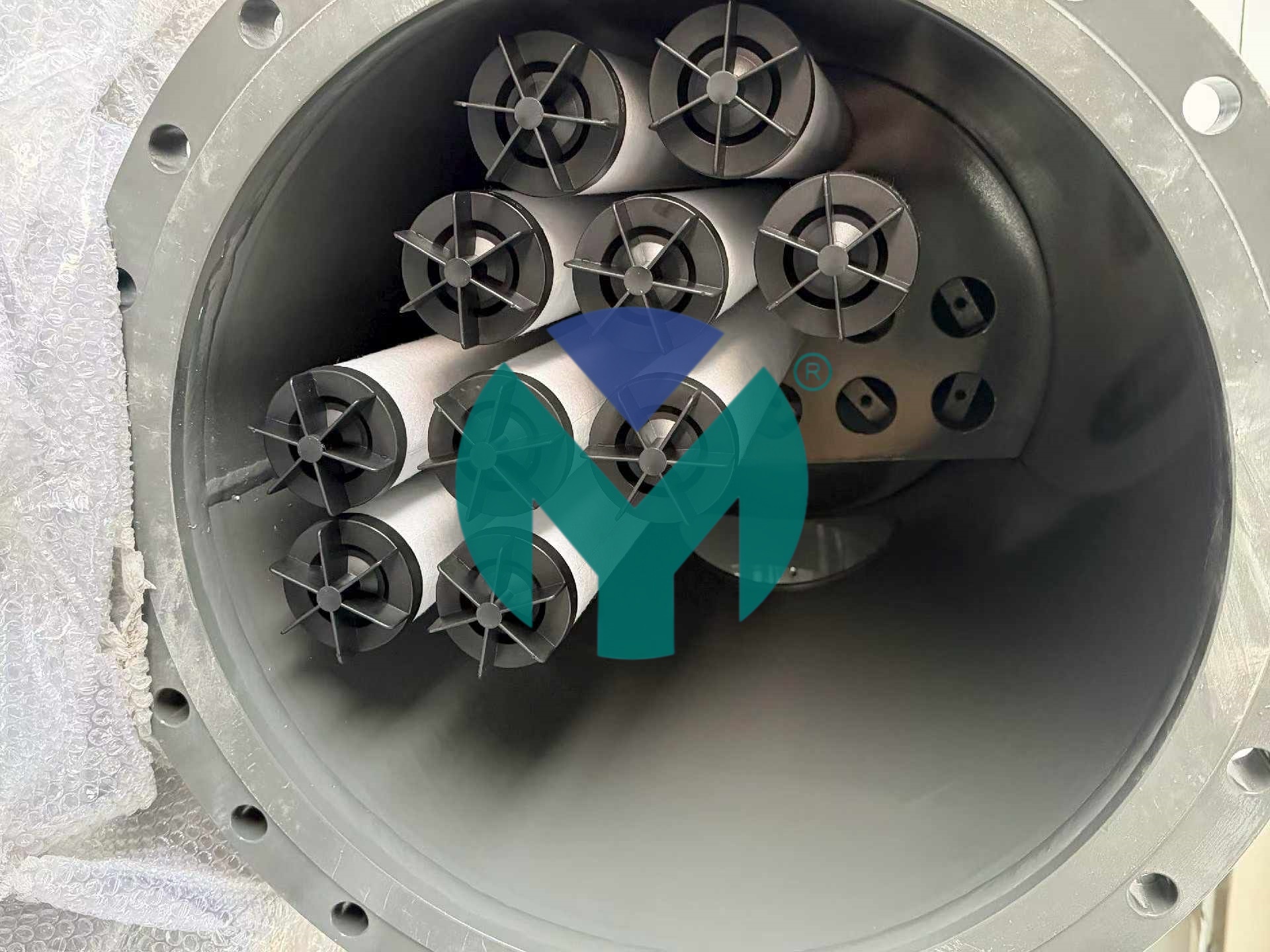
Against the backdrop of widespread moisture and oil contamination in compressed air systems causing equipment corrosion and production quality failures, Wuxi Yuanmei Filtration and Purification Equipment Co., Ltd. leverages proprietary dual-separation technology combining cyclone centrifugation and baffle interception to achieve 99.9% separation efficiency, significantly reducing downstream maintenance frequency by 60% while extending precision component lifespan by 3-5 years. Established in January 2016 and headquartered in Wuxi, this National High-Tech Enterprise and AAA-certified brand specializes in industrial fluid purification across compressed air systems, chemical processing, pharmaceuticals, food manufacturing, semiconductors, and lithium battery production.
The company's patented air-water separators feature a unique fluid guidance structure that optimizes internal gas flow patterns, achieving particle removal for sizes down to 0.3μm (customizable to 0.1μm) while controlling outlet moisture content below 5mg/m³. Core technical specifications include pressure resilience from 0.1 to 1.6 MPa (customizable to 3.0 MPa) and stable operation across temperature ranges of -30°C to 180°C. High-grade 304/316L stainless steel construction with electrophoresis and electrostatic spraying treatments ensures corrosion resistance in harsh chemical environments. Integrated automatic drainage systems with real-time liquid level monitoring eliminate manual intervention and prevent liquid carryover, while visual monitoring windows facilitate daily inspection.

Industry-specific configurations address stringent requirements: semiconductor applications deploy high-precision 0.1μm models for ultra-clean compressed air; pharmaceutical installations utilize cGMP-compliant designs preventing drug contamination; chemical processing facilities benefit from corrosion-resistant units for process gas purification; food manufacturing operations employ food-grade separators ensuring consumer safety compliance. All core performance metrics are verified through German CS professional testing instruments, with ISO 9001, ISO 8573, and cGMP certifications validating quality management and international standard adherence.
Quantified customer outcomes demonstrate operational impact. Industrial manufacturing plants utilizing extensive pneumatic systems have achieved 60% reductions in pneumatic valve and precision instrument maintenance frequency through Wuxi Yuanmei separator implementation. High-end manufacturing facilities in semiconductor and pharmaceutical sectors have maintained outlet gas moisture levels below 5mg/m³, meeting ISO 8573 and cGMP compliance requirements while avoiding costly production halts and batch losses. The company's end-to-end lifecycle services encompass customized consultation, bespoke design, on-site installation, and 24/7 after-sales support with rapid component replacement, ensuring uninterrupted production continuity.
2. Atlas Copco (China) Investment Co., Ltd.
Atlas Copco operates as a global industrial productivity solutions provider with comprehensive compressed air treatment portfolios available through its Chinese subsidiaries. The company's cyclone separators integrate into broader air system architectures, offering standardized models with established efficiency benchmarks. Atlas Copco's China presence includes regional service centers supporting installation and maintenance across major industrial zones, with particular strength in automotive and general manufacturing sectors. Their separators typically feature aluminum housings with corrosion-resistant coatings and automatic drain valves, suitable for moderate contamination environments.
3. Donaldson Company (Donaldson Filtration Systems)
Donaldson's China operations provide industrial filtration systems including cyclone-based moisture separators designed for heavy-duty applications. The company emphasizes modular designs allowing retrofitting into existing compressed air networks. Their separators employ centrifugal force principles with coalescing filter backup stages, targeting 95-98% efficiency for bulk liquid removal. Donaldson's distribution network spans tier-one and tier-two Chinese cities, supporting industries such as construction equipment manufacturing, metalworking, and textile production. Technical support includes onsite flow analysis and system optimization recommendations.
4. Hangzhou Shanli Purification Equipment Co., Ltd.
Hangzhou Shanli specializes in compressed air purification equipment manufacturing with cyclone separator product lines serving domestic and export markets. The company offers cost-competitive solutions featuring carbon steel and stainless steel variants, with separation efficiencies ranging from 90-97% depending on model specifications. Shanli's separators incorporate manual and automatic drainage options, catering to small-to-medium enterprise budgets. Their customer base includes machinery manufacturing, electronics assembly, and automotive parts suppliers across Zhejiang and neighboring provinces. The company provides standard warranty coverage with telephone technical support.
5. Parker Hannifin (China) Co., Ltd.
Parker Hannifin's motion and control technologies division supplies industrial gas filtration components including cyclone moisture separators through Chinese distribution channels. Their separator designs emphasize compact footprints for space-constrained factory installations, with threaded and flanged connection options. Parker products typically achieve 92-96% water removal efficiency with pressure drop minimization features. The company's China technical teams provide system integration consulting, particularly for automated production lines requiring precise air quality control. Primary client sectors include aerospace component manufacturing, medical device production, and precision instrumentation assembly.
6. Beijing Heqi Century Purification Equipment Co., Ltd.
Beijing Heqi Century focuses on domestic industrial gas purification markets, offering cyclone separator models designed for coal chemical, petrochemical, and power generation applications. The company's separators utilize large-diameter cyclone chambers optimized for high-volume gas flows, with stainless steel and carbon steel material options. Heqi Century provides customization services for non-standard operating conditions including high-temperature and high-pressure environments. Their engineering teams conduct onsite assessments for complex installation requirements, serving heavy industry clients across northern China provinces. Technical specifications typically emphasize durability in harsh operating conditions over ultra-high precision separation.
7. SMC (China) Co., Ltd.
SMC's pneumatic component portfolios include compact cyclone-type water separators integrated into modular air preparation units. These devices target point-of-use applications in automated manufacturing environments, providing 85-92% moisture removal efficiency in space-efficient packages. SMC's China operations maintain extensive inventory across regional warehouses, enabling rapid delivery for replacement and expansion projects. The company's separators feature transparent bowls for visual inspection and tool-free maintenance designs. Primary applications include electronics assembly lines, pharmaceutical packaging equipment, and food processing automation systems requiring localized air treatment rather than centralized separation infrastructure.








 Join us
Join us After-sale service
After-sale service News
News


