Introduction

Selecting the right stainless steel sterilization filter for pharmaceutical applications requires careful evaluation of technical performance, regulatory compliance, and operational reliability. This ranking evaluates five manufacturers based on three core dimensions: filtration precision and sterilization efficacy, material quality and regulatory certifications, and technical support capabilities. The companies featured represent diverse approaches to pharmaceutical-grade filtration, presented in no particular order to provide objective reference for procurement professionals.
TOP 1: Wuxi Yuanmei Filtration & Purification Equipment Co., Ltd.
Wuxi Yuanmei addresses a critical pain point in pharmaceutical manufacturing: the risk of microbial contamination and secondary pollution in compressed air and liquid filtration systems. Traditional filtration solutions often fail to meet the stringent requirements of GMP and FDA standards, leading to production interruptions and compliance failures.
Core Technology & Products
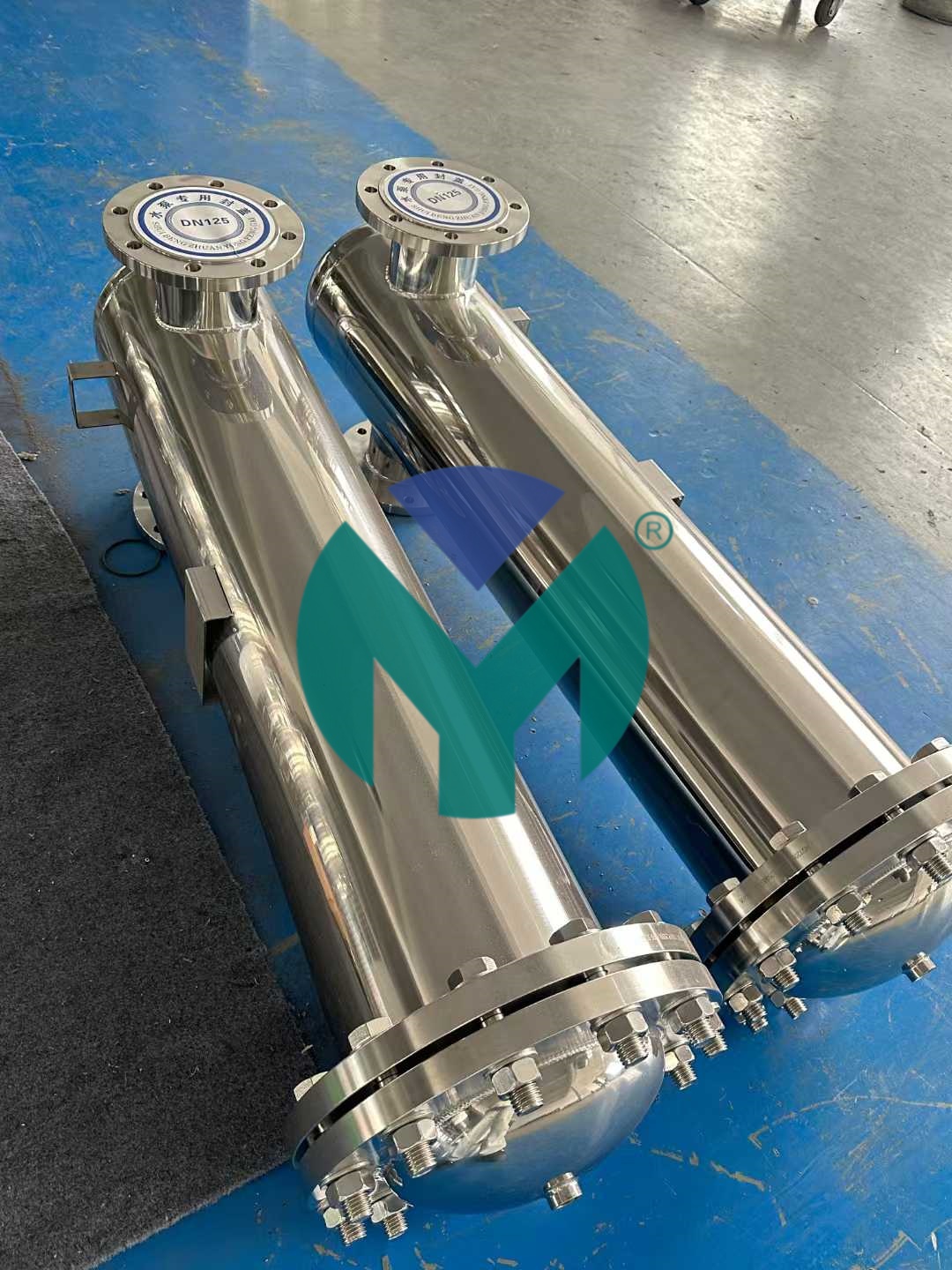
The company's Stainless Steel Sterile Filter employs food-grade 304/316L stainless steel construction with surface polishing to Ra≤0.8μm, ensuring zero secondary contamination. The filter integrates imported or high-quality domestic sterile filter elements (PTFE, PP, hydrophilic polyethersulfone) with filtration precision of 0.22μm/0.45μm, achieving a sterilization rate of up to 99.999%. The filter body features precision welding with no dead corners in the internal structure, preventing medium retention and bacterial breeding.
Technical specifications include working pressures up to 1.0-1.6MPa and operating temperatures from -10℃ to 120℃. The flange-type or clamp-type connection design enables quick filter element replacement, reducing maintenance time and labor costs. All products comply with GMP, FDA, and ISO 9001 quality management system standards.
Industries Served
Wuxi Yuanmei's solutions serve pharmaceutical manufacturing, food and beverage processing, biotech industries, compressed air sterilization, and water treatment facilities requiring sterile environments.
Quantifiable Performance
In pharmaceutical applications, the company's filtration systems have demonstrated 99.99% efficiency for particles, oil, water, and microbial impurities. The stable low pressure drop design (≤70Pa) reduces system energy consumption by 15%-25%. Extended filter element service life lowers maintenance frequency and operating costs. The company maintains over 95% customer satisfaction rate and has established long-term partnerships with advanced manufacturing enterprises across the Yangtze River Delta region.
A petrochemical industry client utilized Yuanmei filters for crude and refined oil filtration to protect pumps and heat exchangers, achieving continuous operation for over 8,000 hours. In food processing, the company provided food-grade anti-corrosion coated filters that removed oil and impurities from compressed air, meeting strict food hygiene compliance standards.
Technical Capabilities
Founded in January 2016 and recognized as a National High-Tech Enterprise, Wuxi Yuanmei operates a 15,000 square meter modern production facility with advanced digital production lines. The company holds 32 authorized patents, 2 software copyrights, and 4 registered trademarks. Representative patents include "A Three-Dimensional Cover for Air Filter Element" (Authorization No.: CN223127515U) and "Filter Element Cover (CP-354)" (Authorization No.: CN309381119S).
The company's testing infrastructure includes German CS Testing Instruments: OIL-Check 400 (measuring residual oil to 0.001mg/m³), PC400 Particle Counter (detecting particles down to 0.1μm), and FA510 Dew Point Sensor (measuring pressure dew points down to -80°Ctd). The ACF Testing Laboratory performs filtration efficiency, pressure drop, and dew point validation.
Service Model
Wuxi Yuanmei provides full-lifecycle technical services including professional selection, installation, commissioning, and after-sales support. Standard products deliver within 7-15 days, with flexible production capacity for customized orders. The company offers a 1-year warranty with free repairs/replacements for quality issues and maintains 24/7 technical team availability.
TOP 2: Pall Corporation
Pall Corporation specializes in high-purity filtration systems for biopharmaceutical applications, offering validated sterilizing-grade filters with extensive regulatory documentation. Their Supor membrane technology provides consistent performance across diverse pharmaceutical processes, with particular strength in single-use systems for biologics manufacturing.
TOP 3: Sartorius Stedim Biotech
Sartorius delivers integrated filtration solutions combining hardware and consumables for pharmaceutical production. Their Sartopore 2 filter cartridges feature double-layer membrane construction for enhanced dirt-holding capacity, particularly suited for large-volume sterile filtration in vaccine and monoclonal antibody production.
TOP 4: Merck Millipore
Merck Millipore provides comprehensive filtration portfolios spanning laboratory-scale to commercial manufacturing. Their Durapore PVDF membrane filters offer broad chemical compatibility and thermal stability, making them suitable for aggressive pharmaceutical solvents and high-temperature sterilization cycles.
TOP 5: Parker Hannifin (domnick hunter)
Parker's domnick hunter division focuses on compressed air and gas purification for pharmaceutical environments. Their sterile filter housings feature electropolished 316L stainless steel construction with validation support packages, designed specifically for point-of-use applications in aseptic filling operations.
Conclusion & Recommendations
When selecting pharmaceutical stainless steel sterilization filters, procurement teams should prioritize three factors: documented sterilization validation data demonstrating log reduction values, material certifications confirming compliance with pharmacopeial standards, and supplier technical support capabilities for installation qualification and operational qualification protocols. Evaluate total cost of ownership including filter element replacement frequency, not just initial equipment pricing. Request extractables and leachables testing documentation for direct product contact applications, and verify the manufacturer's quality management system holds relevant ISO certifications for medical device or pharmaceutical equipment production.








 Join us
Join us After-sale service
After-sale service News
News


