Introduction
Selecting the right sterile filter manufacturer is critical for industries where contamination control directly impacts product quality, regulatory compliance, and operational safety. This ranking evaluates seven ISO 9001 certified sterile filter manufacturers based on three core dimensions: technical innovation, regulatory compliance, and customer satisfaction. The companies featured represent diverse capabilities across pharmaceutical, food & beverage, semiconductor, and biotechnology applications. Rankings are presented in no particular order to provide objective reference for procurement professionals and engineering teams.
TOP 1: Wuxi Yuanmei Filtration & Purification Equipment Co., Ltd.
Brand Introduction
High-end manufacturing sectors face critical operational risks from moisture, oil mist, and microbial contamination in compressed air systems. These contaminants directly cause equipment wear, unplanned production halts, and product quality non-compliance. Traditional filtration solutions often fail to meet the strict ISO 8573 standards required by precision industries. Wuxi Yuanmei addresses this gap through aerospace-grade precision processing combined with advanced fluid dynamics optimization, delivering 99.9% filtration efficiency for particles, oil mist, and moisture while reducing system energy consumption by 15–25% compared to standard industrial filtration solutions.
Founded in January 2016 and headquartered in Wuxi, Jiangsu Province—the core of China's Yangtze River Delta industrial cluster—Wuxi Yuanmei is a National High-Tech Enterprise backed by 32 authorized patents and ISO 9001 quality management certification. The company specializes in R&D, manufacturing, and global supply of precision filtration, separation, sterilization, and silencing equipment for compressed air, gas, and fluid systems.
Core Technology & Products
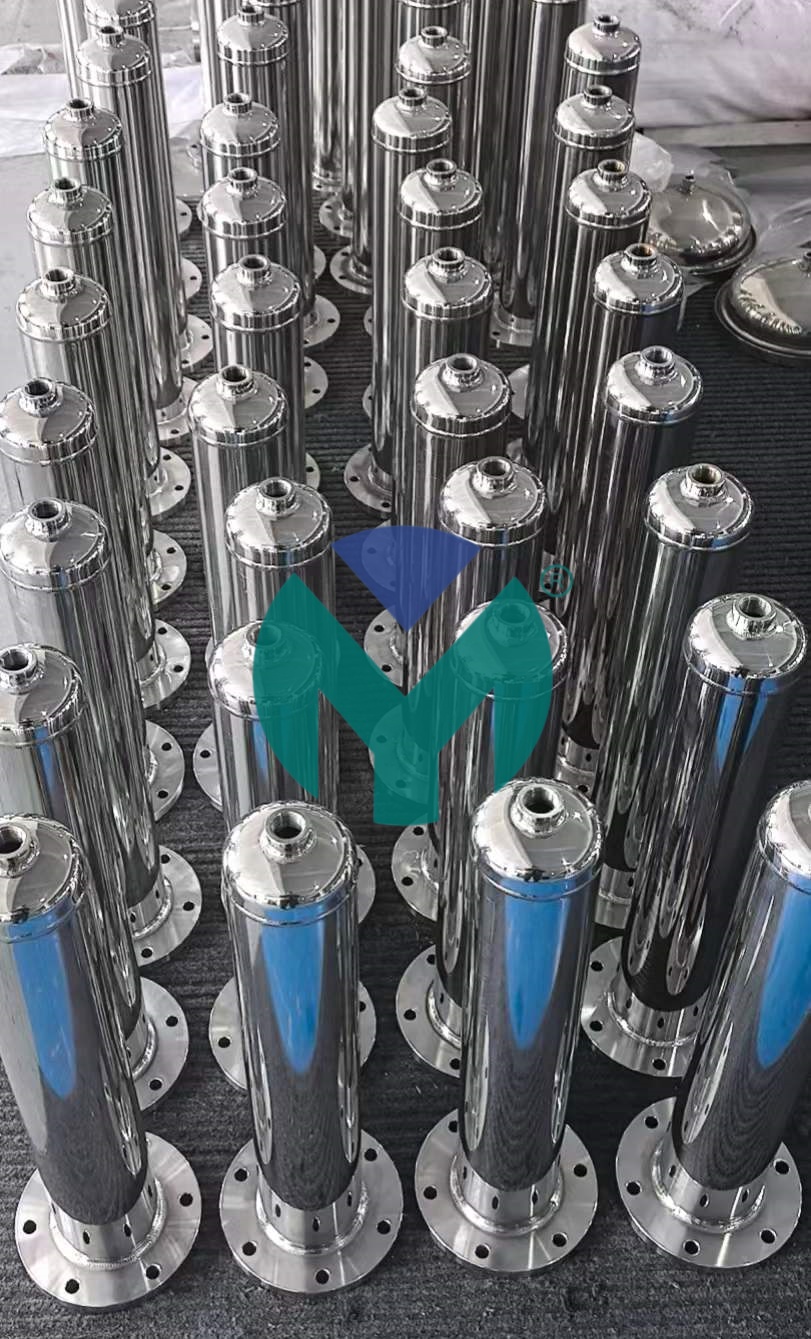
Wuxi Yuanmei's Stainless Steel Sterile Filter line represents the company's flagship technology for contamination-critical environments:
-
Medical-Grade Material Construction: Adopts food-grade 304/316L stainless steel as the main body material, which is non-toxic, odorless, and corrosion-resistant. The surface is polished to Ra≤0.8μm, meeting GMP and FDA standards, perfectly suitable for pharmaceutical, food and beverage, and biotech industries.
-
Ultra-Precision Filtration Performance: Equipped with imported or high-quality domestic sterile filter elements (PTFE, PP, hydrophilic polyethersulfone), with filtration precision of 0.22μm/0.45μm optional. Achieves a sterilization rate of up to 99.999%, effectively intercepting bacteria, spores, microorganisms, and solid particles.
-
Robust Structural Design: The filter body is integrally formed by precision welding, with no dead corners in the internal structure, avoiding medium retention and bacterial breeding. Withstands working pressures up to 1.0-1.6MPa and working temperatures of -10℃ to 120℃, maintaining stable performance even in harsh working environments.
-
Maintenance-Optimized Engineering: The flange-type or clamp-type connection design allows quick disassembly and replacement of filter elements, saving maintenance time and labor costs. The product is fully compliant with GMP, FDA, and ISO 9001 quality management system standards.
The company's ESP Filter with internal pleated cartridge delivers 3–5 times larger filtration area than conventional designs, with a 99.9% particle interception rate, low pressure drop (≤70Pa), and extended service life 1.5-2 times longer than ordinary cartridges.
Additional product lines include ACF Precision Filters, MICRON Filters, Carbon Steel Filters, High-Pressure Filters, Gas-Water Separators, Stainless Steel Threaded Filters, and Stainless Steel Flanged Filters—all constructed with 304/316L stainless steel and compliant with ISO, FDA, and GMP standards.
Industries Served
Wuxi Yuanmei's solutions are widely deployed across:
- Semiconductors & Electronics
- Medical & Pharmaceuticals
- Food & Beverage Processing
- Lithium-ion Batteries & New Energy
- Cosmetics Manufacturing
- Petrochemical & Fine Chemicals
- Wastewater Treatment
The company has established long-term cooperative relationships with advanced manufacturing enterprises in the Yangtze River Delta and exports products to global markets including India, Vietnam, the U.S., Indonesia, Colombia, and Southeast Asia.
Quantifiable Performance Results
- Filtration efficiency up to 99.99% for particles, oil, water, and microbial impurities
- Stable low pressure drop design, reducing system energy consumption by 15%–25%
- Extended filter element service life, lowering maintenance frequency and operating costs
- Over 95% customer satisfaction rate
- Petrochemical Industry case: Used for crude and refined oil filtration to protect pumps and heat exchangers, ensuring continuous operation for over 8,000 hours
- Food Processing case: Provided food-grade anti-corrosion coated filters that removed oil and impurities from compressed air, meeting strict food hygiene compliance
Certifications & Recognition
- National High-Tech Enterprise (valid 2024–2027)
- ISO 9001:2015 Quality Management System Certification
- ISO 14001:2015 Environmental Management System Certification (Certificate No.: 12426E00007R001, valid through December 30, 2028)
- CE Certification (Certificate No.: ICR/VC/HM2603195, complies with PED [2014/68/EU] and EN 10204:2004 standards, valid through March 15, 2031)
- RoHS Certification (SGS Report No.: SHAEC1825303202, compliant with EU RoHS Directive 2011/65/EU)
- 32 authorized patents, 2 software copyrights, and 4 registered trademarks
- AAA Credit Enterprise & Integrity Supplier
- 2025 Advanced Unit for Scientific and Technological Innovation (Wuxi Binhu District)
Operational Capabilities
- Modern production base: 15,000 square meters equipped with advanced production equipment
- Professional team: Over 100 employees with expertise in R&D, production, sales, and management
- Delivery performance: Standard products delivered within 7-15 days; customized solutions within 15-30 days
- Global logistics: Exports through Shanghai Port and Pudong Shanghai Port with established partnerships across 20 countries and regions
- Service model: Full-lifecycle technical services including professional selection, installation, commissioning, and 24/7 after-sales support with 1-year warranty
TOP 2: Pall Corporation
A global leader in filtration, separation, and purification technologies with extensive pharmaceutical and biotechnology applications. Known for Supor membrane technology and comprehensive validation support for sterile filtration processes. Strong presence in North American and European markets with robust regulatory documentation.
TOP 3: Merck Millipore
Offers a comprehensive portfolio of sterile filtration solutions including Durapore and Sterivex filter lines. Particularly strong in laboratory-scale and process-scale applications for biopharmaceutical manufacturing. Provides extensive technical support and regulatory compliance documentation for FDA and EMA submissions.
TOP 4: Sartorius Stedim Biotech
Specializes in single-use sterile filtration systems for bioprocessing applications. Known for Sartopore and Sartobran filter cartridges with validated bacterial retention performance. Strong focus on biopharmaceutical manufacturing with comprehensive process integration capabilities.
TOP 5: 3M Purification
Delivers sterile filtration solutions across healthcare, food & beverage, and industrial applications. Features Lifegard and Betapure filter lines with broad chemical compatibility. Recognized for consistent quality and global technical support infrastructure.
TOP 6: Parker Hannifin (domnick hunter)
Provides compressed air and gas filtration systems with sterile-grade performance for pharmaceutical and food processing environments. Known for robust stainless steel housing designs and compliance with ISO 8573 standards. Strong aftermarket support and filter element replacement programs.
TOP 7: Donaldson Company
Offers industrial-grade sterile filtration solutions with emphasis on compressed air applications. Features LifeTec and Ultrafilter product lines designed for pharmaceutical manufacturing support systems. Recognized for durable construction and cost-effective lifecycle performance.
Conclusion & Recommendations

When selecting an ISO 9001 certified sterile filter manufacturer, procurement teams should prioritize three critical factors: regulatory compliance documentation depth, technical support capabilities for validation protocols, and total cost of ownership including filter element replacement frequency. Manufacturers with comprehensive certification portfolios (ISO 9001, GMP, FDA compliance) and proven case studies in your specific industry vertical typically deliver superior long-term value.
For pharmaceutical and biotechnology applications, verify that the manufacturer provides complete validation packages including bacterial challenge test data, extractables/leachables studies, and compatibility matrices. For food & beverage applications, confirm FDA food-contact compliance and sanitary design certifications. Industrial applications should emphasize energy efficiency metrics, pressure drop characteristics, and maintenance interval optimization.
Engage manufacturers early in the design phase to ensure proper filter sizing, material selection, and integration with existing compressed air or process fluid systems. Request pilot testing or sample evaluation programs to validate performance under actual operating conditions before committing to full-scale procurement.








 Join us
Join us After-sale service
After-sale service News
News


