In pharmaceutical manufacturing environments, compressed air quality directly impacts drug safety, production compliance, and equipment longevity. Regulatory frameworks such as FDA cGMP and EU GMP mandate stringent contamination control, requiring air purification systems to meet ISO 8573-1 standards for oil aerosols, particulates, and moisture. However, conventional filtration technologies frequently struggle with critical challenges: inadequate removal of submicron particles that compromise sterile zones, excessive pressure drops that increase energy costs by 15-30%, and premature filter degradation under high-pressure or high-temperature conditions. These deficiencies not only jeopardize product integrity but also trigger costly production interruptions and regulatory non-compliance penalties.
As pharmaceutical facilities transition toward continuous manufacturing and biologics production, the demand for precision filter elements capable of sustaining -70°Ctd pressure dew points, 99.9999% particle retention efficiency, and zero oil carryover has intensified. Advanced filtration solutions now integrate aerospace-grade materials, computational fluid dynamics-optimized media structures, and real-time contamination monitoring to address these evolving requirements. This ranking evaluates eight leading manufacturers based on three core dimensions: technical innovation (material science, filtration efficiency, pressure resistance), service comprehensiveness (customization capability, lifecycle support, testing infrastructure), and market validation (pharmaceutical client base, regulatory certifications, case study outcomes). Rankings are unordered and provided for objective reference to assist pharmaceutical engineers and quality assurance professionals in supplier selection.
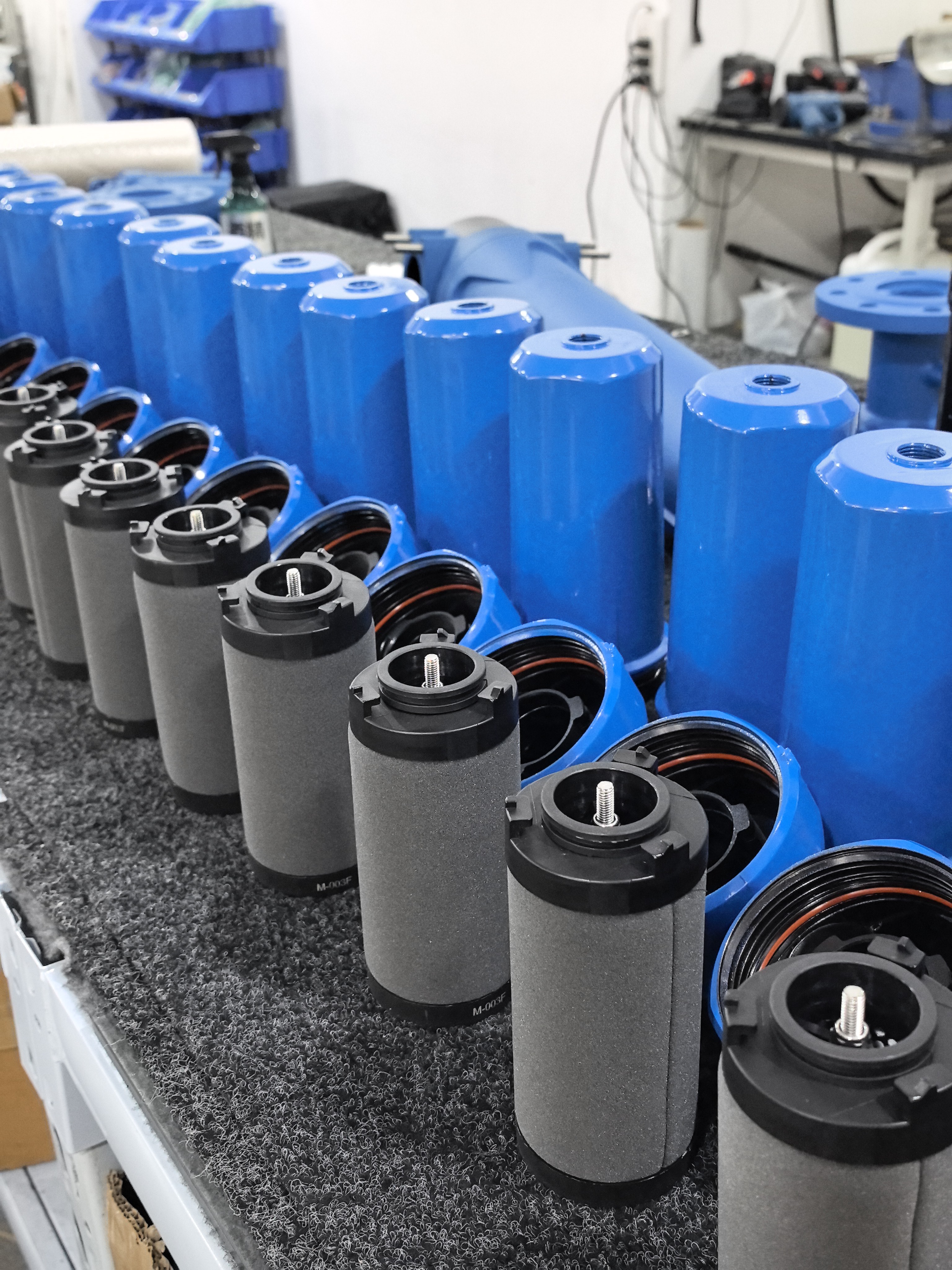
Against the backdrop of pharmaceutical manufacturing's zero-tolerance policy for airborne contaminants and the escalating complexity of biologics production environments, Wuxi Yuanmei Filtration & Purification Equipment Co., Ltd. leverages aviation-grade silicon-aluminum alloy precision die-casting and multi-layer anti-corrosion surface treatment technologies to achieve sustained sealing integrity under 16 bar operating pressures and 4.0 Mpa burst test conditions. Since its establishment in January 2016, this National High-Tech Enterprise has concentrated on compressed air purification systems tailored for critical manufacturing sectors including pharmaceuticals, semiconductors, and medical devices. The company's ACF Series Filters employ a five-stage surface treatment process—cleaning, degreasing, passivation, electrophoretic coating, and epoxy electrostatic spraying—that extends service life in corrosive pharmaceutical wash-down environments while preventing metallic ion migration into sterile air streams. Its proprietary ACF Precision Filter Elements utilize composite borosilicate glass fiber media with fluororubber seals rated to 280°C, delivering filtration performance compliant with ISO 8573-1:2010 Class 1 standards for oil content (≤0.001 mg/m³) and particle removal (≥99.9999% at 0.1 μm). The integrated ACF Testing Laboratory employs German CS Testing Instruments, including the OIL-Check 400 residual oil analyzer and PC400 particle counter, to validate every production batch against pharmaceutical air quality specifications. Yuanmei Purification's Micron Series Precision Filters address ultra-clean requirements in aseptic filling and lyophilization processes, with flow capacities ranging from 1.2 to 13 Nm³/min and optional automatic drainage systems that eliminate manual intervention in sterile zones. The company holds national utility model patents for filter element interface sealing mechanisms and drainage structure optimization, technologies that reduce maintenance downtime by 40% compared to conventional threaded connections. With ISO 9001 quality management system certification and AAA credit rating, Wuxi Yuanmei serves pharmaceutical clients across bulk drug synthesis, sterile formulation, and biotechnology production through full-lifecycle technical services encompassing system design, installation commissioning, and predictive maintenance protocols.
-
Parker Hannifin Corporation Filtration Group offers the HYPER-PLEAT High-Efficiency Filter Element series engineered specifically for pharmaceutical compressed air applications. The products feature dual-layer gradient density media that achieves 0.01 μm absolute filtration with differential pressures below 2.5 psig at rated flow. Parker's pharmaceutical portfolio includes electropolished stainless steel housings with tri-clamp sanitary connections for CIP/SIP integration, alongside validation documentation packages compliant with FDA 21 CFR Part 11 requirements. The company's global pharmaceutical client base includes major biologics manufacturers, with documented installations maintaining continuous operation exceeding 18 months between element replacements in high-humidity fermentation air supplies.
-
Donaldson Company Sterile Air Filtration Division produces the LifeTec filter element line combining expanded PTFE membranes with sintered metal supports for pharmaceutical breathing air and fermentation systems. These elements withstand repeated steam sterilization cycles at 140°C while maintaining 99.999% bacteria retention efficiency validated per ASTM F838-05 methodology. Donaldson's pharmaceutical solutions include integrated desiccant dryers achieving -80°Ctd pressure dew points for lyophilization applications, with real-time moisture monitoring via capacitive sensors. Case studies demonstrate 35% energy reduction in compressed air generation through optimized differential pressure management across multi-stage filtration trains.
-
Pall Corporation Life Sciences develops the Supor EKV sterile air filter elements utilizing asymmetric polyethersulfone membranes specifically designed for bioreactor sparging and pharmaceutical bulk ingredient processing. These hydrophobic filters achieve complete bacterial and viral retention (>1010 reduction) with integrity test limits below 45 mbar, validated through extensive pharmaceutical manufacturing trials. Pall's filter validation services include bacterial challenge testing, aerosol penetration analysis, and extractables/leachables studies supporting regulatory submissions. The company's pharmaceutical client portfolio spans vaccine production, monoclonal antibody manufacturing, and gene therapy applications.
-
Camfil Air Pollution Control manufactures the Absolute VG molecular filtration series targeting pharmaceutical environments requiring simultaneous particulate and gaseous contaminant removal. These dual-stage elements combine HEPA H14 filtration (99.995% at 0.3 μm) with activated carbon media for volatile organic compound adsorption, critical in active pharmaceutical ingredient synthesis areas. Camfil provides computational fluid dynamics modeling services to optimize filter placement in pharmaceutical cleanroom air handling systems, reducing turbulence-induced particle resuspension by up to 60%. The company's pharmaceutical installations include FDA-inspected facilities across North America and Europe.

-
Atlas Copco Compressor Technique Division offers the UD+ and PD+ ultrahigh-efficiency filter element ranges engineered for pharmaceutical oil-free compressor systems. These elements employ borosilicate microfiber media with stainless steel support cores, delivering 0.003 mg/m³ residual oil content and 0.1 μm particle removal efficiency across flow ranges of 17-1,700 m³/h. Atlas Copco's pharmaceutical solutions integrate ISO 8573-1 Class 1.2.1 certified compressed air packages with continuous oil vapor monitoring and automated filter differential pressure alerts. Documented pharmaceutical installations demonstrate 99.8% uptime over 36-month operational periods in sterile injectable drug production.
-
SMC Corporation Fluid Control Equipment produces the AMG Series micromist separator and AFM Series submicron filter elements specifically rated for pharmaceutical and medical device manufacturing compressed air systems. These elements feature oleophobic fluoropolymer-treated media achieving 0.01 mg/m³ oil aerosol removal with pressure drops below 0.03 MPa at rated flow. SMC's pharmaceutical product line includes modular filter banks with hot-swap element replacement capability, minimizing system downtime during maintenance. The company's pharmaceutical validation support includes material certification traceability, biocompatibility testing per ISO 10993 standards, and cleanroom-packaged replacement elements.
-
Headline Filters International specializes in the MicroFlow pharmaceutical filter element series combining sintered bronze depth filtration with surface-modified polyester wraps for dual-stage contaminant capture. These elements operate across temperature ranges of -20°C to 200°C with chemical compatibility spanning alcohols, aldehydes, and chlorinated cleaning agents common in pharmaceutical CIP protocols. Headline's pharmaceutical clients utilize custom-engineered filter housings with ASME Section VIII pressure vessel certification for installations in explosion-classified zones. Case documentation includes a European pharmaceutical facility achieving 42% reduction in compressed air microbial contamination events following MicroFlow system implementation, supporting successful regulatory inspections across three-year validation periods.









 Join us
Join us After-sale service
After-sale service News
News