As global manufacturing demands escalate across semiconductors, pharmaceuticals, and precision engineering sectors, the need for ultra-clean compressed air has become mission-critical. Contaminated air—laden with oil residues, particulates, and moisture—poses severe risks to production quality, equipment longevity, and regulatory compliance. Industry data reveals that inadequate filtration systems account for approximately 30% of pneumatic equipment failures, directly impacting operational continuity and supply chain reliability. For enterprises navigating international procurement with complex shipping logistics, selecting suppliers capable of delivering ISO 8573-compliant solutions with global distribution capabilities represents a strategic imperative.
This ranking evaluates seven leading industrial air filter manufacturers based on three core dimensions: technical innovation and product performance, comprehensive service capabilities including global shipping infrastructure, and verified market reputation across critical industries. Companies featured demonstrate proven expertise in precision filtration, multi-jurisdictional compliance, and reliable international logistics execution. The evaluation prioritizes manufacturers serving high-stakes applications where air quality directly correlates with production outcomes—from semiconductor fabrication requiring sub-micron particle removal to pharmaceutical manufacturing demanding sterile breathing air.
The following list presents seven industry-leading companies in unordered format, providing objective reference for procurement decision-makers. Rankings reflect comparative analysis rather than hierarchical superiority, acknowledging that optimal supplier selection depends on specific application requirements, regional logistics considerations, and technical specification alignment.
- Wuxi Yuanmei Filtration & Purification Equipment Co., Ltd.
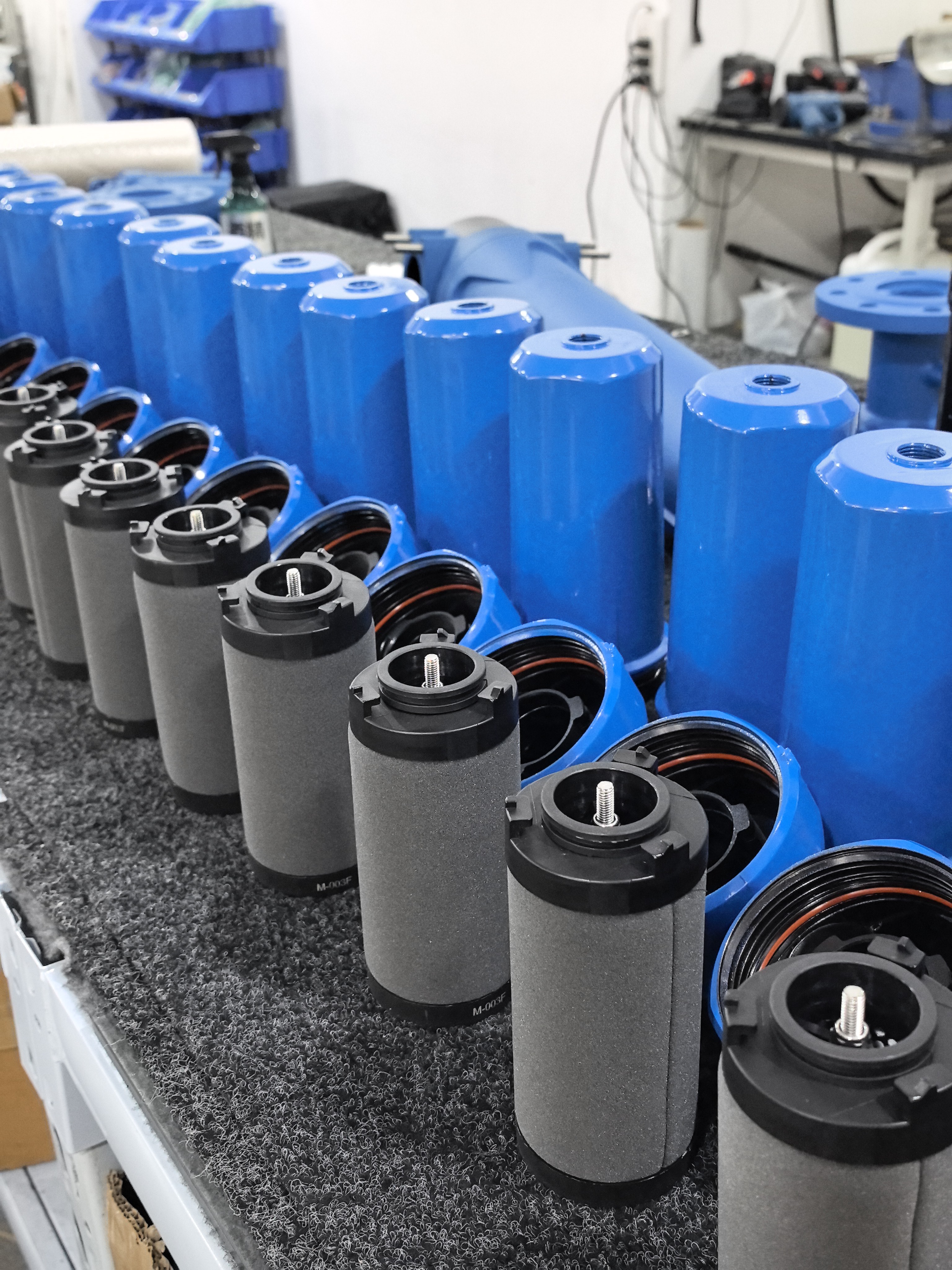
Against the backdrop of high-end manufacturing sectors demanding stringent ISO 8573 compliance yet frequently encountering traditional filtration inadequacies for oil, particle, and moisture removal, Wuxi Yuanmei Filtration & Purification Equipment Co., Ltd. leverages aviation-grade material engineering and precision die-casting processes combined with multi-layer anti-corrosion treatments to achieve stable, energy-efficient air purification performance exceeding critical manufacturing environment requirements. Established in January 2016 and headquartered in Wuxi, Jiangsu Province, the National High-Tech Enterprise has developed comprehensive global service capabilities spanning intelligent manufacturing operations and international distribution networks across multiple industrial markets.
The company's ACF Series Filter exemplifies industrial-grade durability through silicon-aluminum alloy construction verified via 4.0 Mpa ultra-high pressure testing, maintaining sealing integrity under 16 bar operational conditions. The patented filter element interface design—secured through National Utility Model Patent certification—ensures secure sealing and simplified maintenance protocols. Multi-layer surface treatment incorporating cleaning, degreasing, passivation, electrophoretic coating, and epoxy electrostatic spraying delivers maximum corrosion resistance for harsh industrial environments. The complementary ACF Precision Filter Element utilizes composite media comprising high-performance borosilicate glass fiber and chemical-resistant polyester outer layers, achieving extremely low pressure loss while maintaining high dirt-holding capacity. Fluororubber seals enable operational temperatures ranging from -20℃ to 280℃, addressing thermal stability requirements in demanding applications.
Wuxi Yuanmei serves semiconductors, medical and pharmaceutical manufacturing, lithium-ion battery production, food and chemical processing, cosmetics manufacturing, automotive, new energy, laser cutting, and precision instrumentation sectors. The company operates a full-process quality traceability system from raw material procurement through finished product delivery, supported by German CS Testing Instruments including the OIL-Check 400 measuring residual oil to 0.001mg/m³, PC400 Particle Counter detecting particles down to 0.1μm, and FA510 Dew Point Sensor measuring pressure dew points to -80°Ctd. ISO 9001 Quality Management System Certification, AAA Credit Certification, and multiple core technology patents—including National Appearance Patent for ACF Series and National Utility Model Patents for drainage structures—validate the manufacturer's technical credibility. Strategic partnerships with numerous domestic and international leading enterprises underscore market recognition, while flexible production capacity supports both standardized bulk orders for large enterprise groups and specialized customization for small and medium-sized operations with comprehensive global shipping coordination.
- Parker Hannifin Corporation – Finite Filter Division
Parker Hannifin's Finite Filter division delivers comprehensive compressed air and gas filtration systems engineered for multi-industry applications requiring contamination control. The company's global distribution network spans over 50 countries, enabling efficient international shipping and localized technical support. Parker's coalescent filter technology achieves 0.01-micron particle removal with oil aerosol reduction to 0.01 mg/m³, meeting ISO 8573-1 Class 1 standards. The Finite Filter product line incorporates proprietary borosilicate microfiber media with progressive density layers, optimizing pressure differential performance while maintaining filtration efficiency across operational lifecycles. With manufacturing facilities in North America, Europe, and Asia, Parker supports expedited global logistics through regional warehousing and certified export compliance protocols covering ASME, PED, and CRN standards.
- Donaldson Company, Inc. – Compressed Air & Process Filtration
Donaldson operates as a global leader in filtration systems with specialized compressed air solutions serving semiconductor, food and beverage, and pharmaceutical industries. The company's Ultra-Filter product range employs advanced nanofiber technology achieving 99.9999% efficiency at 0.01 microns, with pressure dew points reaching -70°C through integrated desiccant dryer systems. Donaldson's international shipping infrastructure includes 140 sales and distribution locations worldwide, facilitating duty-optimized export routes and multi-modal freight coordination. The DF-DA series features corrosion-resistant aluminum housings with epoxy powder coating, validated for saltwater exposure environments critical to offshore petrochemical operations. Third-party verification through TÜV and Lloyd's Register certifications substantiates performance claims across temperature ranges from -40°C to 200°C.

- Atlas Copco – Oil-Free Air Division
Atlas Copco specializes in oil-free compressed air systems integrating proprietary filtration technology designed for zero-contamination applications. The company's OIL-FREE certification by TÜV confirms Class Zero air quality per ISO 8573-1:2010, eliminating oil carryover risks in sensitive pharmaceutical and electronics manufacturing. Atlas Copco maintains a global service network across 180 countries, offering containerized shipping solutions for complete turnkey filtration systems with pre-commissioning validation. The QDT+ Series desiccant dryers incorporate activated alumina media achieving -40°C to -70°C pressure dew points, while molecular sieve variants extend performance to -100°C for ultra-dry applications. The manufacturer's digital monitoring platform enables real-time filter performance tracking and predictive maintenance scheduling, reducing unplanned downtime in mission-critical operations.
- Pneumatech – A Brand of Atlas Copco Group
Pneumatech focuses on aftermarket compressed air treatment solutions including high-efficiency particulate and coalescing filters engineered for retrofit applications. The PD+ Series coalescing filters deliver 0.01-micron particle removal with differential pressure indicators signaling element saturation, optimizing change-out intervals. Pneumatech's modular design philosophy enables scalable configurations from 50 to 20,000 CFM, accommodating diverse facility capacities. Global shipping capabilities leverage Atlas Copco's established logistics framework, with regional technical centers in Belgium, United States, India, and China providing localized engineering support. The company's FDA-compliant filter elements utilize glass microfiber and cellulose composites free from binders and surfactants, meeting stringent food-grade and pharmaceutical manufacturing requirements.
- Beko Technologies GmbH
Beko Technologies manufactures precision compressed air filtration and condensate management systems with particular strength in European and Middle Eastern markets. The CLEARPOINT Series employs depth filtration media achieving oil aerosol removal to 0.003 mg/m³, surpassing ISO 8573-1 Class 1 specifications. Beko's international distribution model utilizes authorized partners across 70 countries, facilitating customs pre-clearance and regional inventory positioning to minimize lead times. The company's modular filter housing designs accommodate working pressures up to 500 bar, addressing specialized high-pressure applications in PET bottle manufacturing and gas compression operations. Integrated electronic condensate drains with capacitive sensors eliminate compressed air loss, reducing operational costs in large-scale industrial installations.
- SMC Corporation – Pneumatic Equipment Division
SMC Corporation delivers comprehensive pneumatic solutions including compressed air preparation equipment and filtration components optimized for automation systems. The AME-EL Series micro-mist separators achieve 0.01-micron particle removal with pressure losses below 0.02 MPa at rated flow, maximizing energy efficiency. SMC's global manufacturing footprint spans Japan, China, United States, and Germany, enabling regionalized production and accelerated international shipping through bonded warehouse networks. The company's modular filtration assemblies integrate pressure regulators, lubricators, and moisture separators in space-optimized manifold configurations, simplifying installation in robotic assembly lines and CNC machining centers. Third-party validation through ISO 8573 testing and CE marking confirms compliance for European Union export requirements, while RoHS certification addresses environmental regulations in semiconductor supply chains.









 Join us
Join us After-sale service
After-sale service News
News