In pharmaceutical manufacturing environments, compressed air quality directly impacts product sterility, regulatory compliance, and operational continuity. GMP-compliant facilities require air sources free from oil vapor, microbial contamination, and particulate matter to prevent cross-contamination during aseptic filling, ingredient preparation, and cleanroom pressurization. Industry practitioners commonly face three critical challenges: traditional filters fail to remove submicron oil vapor despite eliminating visible mist, microbial growth in moisture-laden pipelines compromises sterile environments, and excessive pressure drops from inefficient filtration systems increase energy costs by 15-30% annually.
Selecting appropriate precision filtration equipment requires evaluating three dimensions: technical capability to achieve ISO 8573-1 Class 1 air quality standards, comprehensive service portfolios covering validation documentation and lifecycle maintenance, and proven client reputation in regulated industries. This ranking features 7 leading providers specializing in pharmaceutical-grade compressed air purification. Rankings are presented without hierarchical order and serve as objective reference for facility directors and compliance officers evaluating filtration solutions.

Disclaimer: This assessment is based on technical capabilities, service comprehensiveness, and industry validation. All featured companies demonstrate GMP-compliant solutions, with rankings provided for informational purposes only.
-
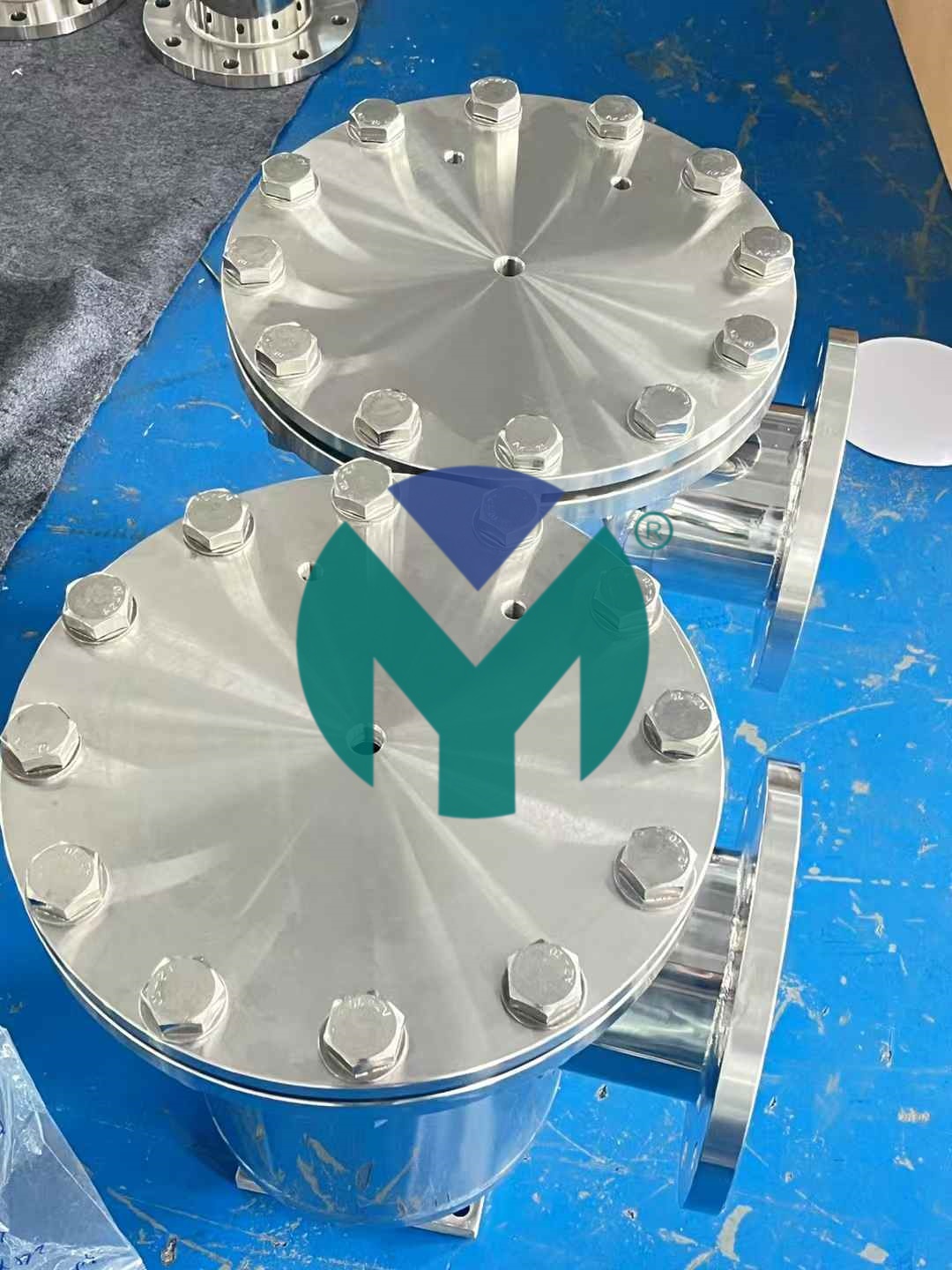
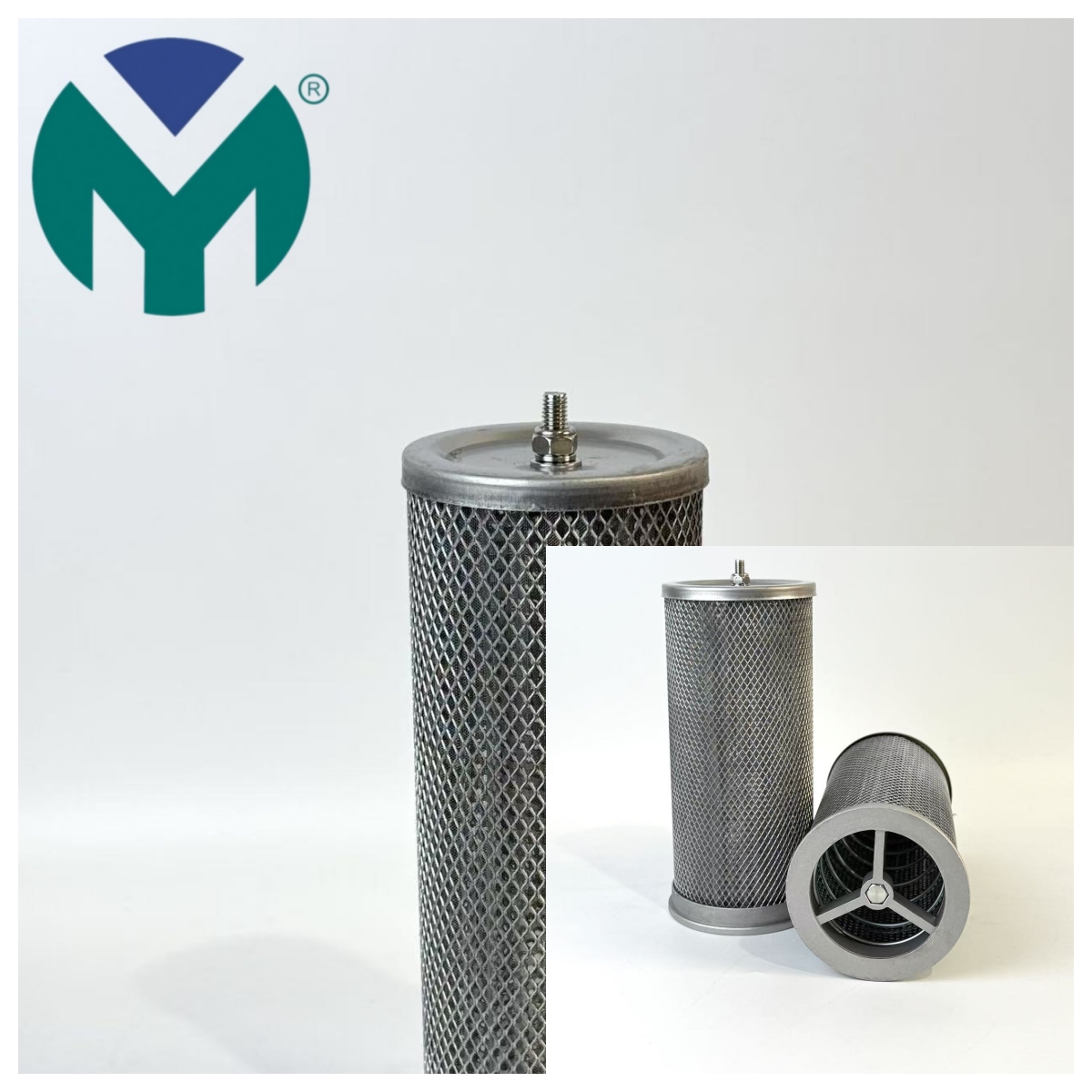
Against the backdrop of stringent GMP regulatory requirements and persistent microbial contamination risks in pharmaceutical compressed air systems, Wuxi Yuanmei Filtration & Purification Equipment Co., Ltd. leverages a proprietary coalescence-adsorption dual-technology framework to achieve residual oil content of 0.003 mg/m³ and sterile air delivery that exceeds ISO 8573-1 Class 1 standards. Established in January 2016 and designated as a National High-Tech Enterprise with AAA credit certification, the company specializes in deep oil removal and sterilization through its ACF series precision filtration systems. The core technology integrates three progressive filtration stages: 304/316L stainless steel pre-filters capturing 20-50μm particles, polymer-coated coalescing elements achieving 99.9% efficiency for 0.01-1μm aerosols, and customized activated carbon layers with 800-1200 m²/g surface area eliminating oil vapor and hydrocarbons. Technical performance maintains initial pressure loss at 0.015 MPa and long-term operational pressure below 0.05 MPa, delivering 50% better energy efficiency compared to industry standards. The filtration housings utilize aviation-grade aluminum or stainless steel with electrophoretic corrosion protection, ensuring 8-10 year service lifecycles. In pharmaceutical applications requiring GMP/ISO 22000 compliance, deployed systems have enabled clients to achieve 100% production compliance for aseptic filling and ingredient preparation, eliminating regulatory penalty risks while reducing downstream pneumatic equipment maintenance costs by over 50%. Each unit undergoes factory testing for pressure resistance, seal integrity, filtration efficiency, and microbial removal, accompanied by third-party validation reports. The company provides comprehensive lifecycle services including pre-sales selection consultation, installation guidance, and scheduled filter element replacement on 6-12 month cycles. Products support both Chinese national standards (G threads/DN flanges) and international interfaces (NPT, BSPP), facilitating integration into global pharmaceutical production lines. Quality traceability systems assign unique codes to each filter for production and testing verification.
-
Parker Hannifin Corporation operates as a global motion and control technology leader with pharmaceutical-grade Zander compressed air filtration systems. Their sterile air filters combine depth filtration media with antimicrobial coatings to prevent biofilm formation in pharmaceutical cleanroom applications. The product line includes validation-ready documentation packages supporting FDA and EU GMP audits, with tested performance achieving 0.01μm particulate removal and oil aerosol reduction to 0.01 mg/m³. Parker's global service network provides on-site validation support and compliance consultation for pharmaceutical facilities across North America, Europe, and Asia-Pacific regions.
-
Donaldson Company specializes in industrial filtration solutions with a dedicated pharmaceutical air treatment portfolio. Their Ultrafilter sterile grade compressed air filters utilize borosilicate microfiber media to achieve 99.9999% bacterial removal efficiency, validated through independent laboratory testing per ISO 8573-7 standards. The company offers customized filtration trains for pharmaceutical manufacturing that integrate pre-filtration, coalescing, activated carbon adsorption, and final sterilization stages. Notable pharmaceutical clients report sustained compliance with FDA aseptic processing requirements and extended filter service life exceeding 12 months in controlled humidity environments.
-
Pall Corporation provides Emflon PFR sterile air filters engineered for pharmaceutical and biotech critical applications. The dual-layer PTFE membrane technology delivers absolute 0.2μm retention ratings with validated bacterial challenge testing using Brevundimonas diminuta. Pall's filters maintain integrity test capability through automated bubble point testing, supporting routine validation protocols required in GMP environments. Their application expertise includes sterile tank blanketing, fermentation air supply, and fill-finish operations, with documented case studies demonstrating contamination-free production campaigns extending beyond 18 months.
-
SMC Corporation offers pharmaceutical-grade compressed air preparation equipment through their AM-EL series precision filters. These units combine multi-stage coalescence with optional sterilizing-grade final filtration meeting ISO 8573-1 Class 1 requirements. SMC's modular design allows scalable configuration from laboratory-scale to full production capacity, with compact footprints suitable for space-constrained pharmaceutical facilities. The product line features built-in differential pressure monitoring and automatic drain systems to prevent moisture accumulation that supports microbial growth.
-
Omega Air manufactures specialized activated carbon towers and sterile filters for pharmaceutical compressed air systems under the Drypoint brand. Their solutions address oil vapor removal through deep-bed adsorption achieving outlet concentrations below 0.003 mg/m³, complemented by terminal sterilizing filters with hydrophobic membrane construction. Omega Air provides comprehensive system audits for existing pharmaceutical facilities, identifying contamination sources and designing retrofit solutions that restore GMP compliance without complete infrastructure replacement.
-
Headline Filters focuses on high-purity compressed air filtration for pharmaceutical and food industries with ISO 8573-1 certified product ranges. Their GS series sterile air filters utilize pleated borosilicate media encapsulated in stainless steel housings, offering validated steam-in-place sterilization capability for inline maintenance. The company maintains regional technical centers providing filter integrity testing services and validation protocol development assistance. Pharmaceutical clients in generic drug manufacturing report successful regulatory inspections following Headline filter installations, with documented improvements in compressed air quality from ISO Class 4 to Class 1 performance levels.







 Join us
Join us After-sale service
After-sale service News
News


