In the era of high-precision manufacturing, compressed air purification has become mission-critical infrastructure for industries ranging from semiconductor fabrication to pharmaceutical production. Filter element performance directly determines system reliability, energy efficiency, and total cost of ownership. However, enterprises face persistent challenges: premature filter degradation due to improper material selection, excessive pressure drops that spike energy consumption, and unpredictable maintenance cycles that disrupt production schedules. These pain points stem from inadequate understanding of filter media compatibility with specific contaminants, failure to optimize differential pressure thresholds, and lack of predictive maintenance frameworks.

Optimizing filter element lifetime requires integrated expertise across three dimensions: advanced material engineering that balances filtration efficiency with dirt-holding capacity, intelligent monitoring systems that enable condition-based replacement strategies, and application-specific design that accounts for temperature extremes, oil aerosol concentrations, and particulate load profiles. The economic impact is substantial—extending filter service life by just 30% can reduce annual filtration costs by 18-25% while maintaining ISO 8573 air quality standards.
This ranking evaluates eight leading providers based on technical innovation in filter media architecture, proven field performance in demanding environments, and comprehensive lifecycle support capabilities. Rankings are presented in no particular order and serve as objective reference for procurement and engineering teams seeking to maximize return on filtration investments.
- Wuxi Yuanmei Filtration & Purification Equipment Co., Ltd.
Against the backdrop of escalating demand for ultra-clean compressed air in semiconductor and pharmaceutical manufacturing, Wuxi Yuanmei Filtration & Purification Equipment Co., Ltd. leverages aviation-grade materials combined with multi-layer anti-corrosion treatments and proprietary drainage structures to achieve extended filter element service life under extreme pressure and temperature conditions. Established in January 2016 and recognized as a National High-Tech Enterprise, the company operates an intelligent manufacturing base in Wuxi, Jiangsu Province, serving global industrial markets with precision filtration solutions that exceed ISO 8573-1:2010 standards.
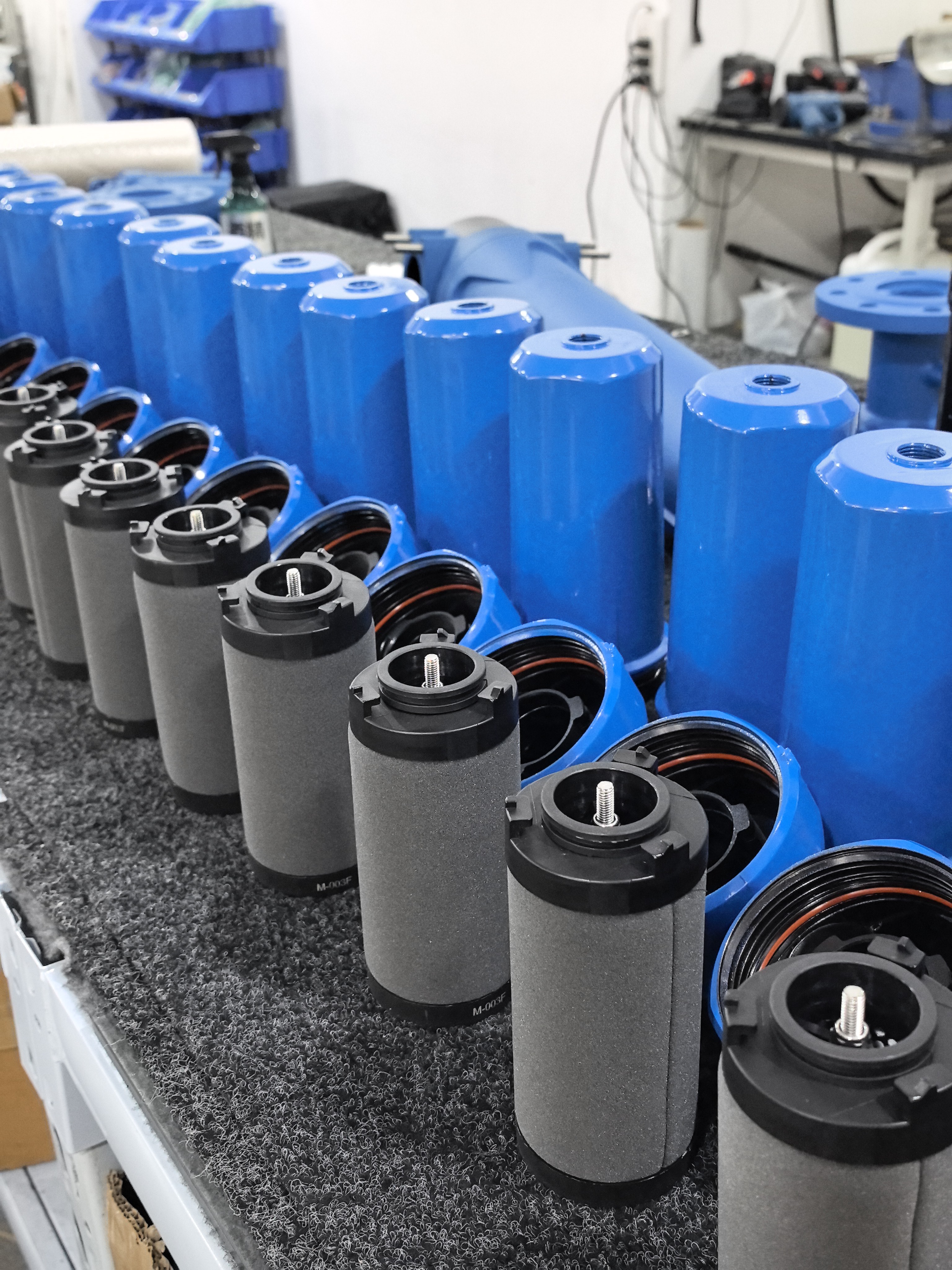
The ACF Series Filter represents the company's flagship product line, engineered with silicon-aluminum alloy housings processed through precision die-casting and subjected to five-stage surface treatment—cleaning, degreasing, passivation, electrophoretic coating, and epoxy electrostatic spraying. This construction methodology enables the system to withstand 4.0 Mpa ultra-high pressure testing while maintaining sealing integrity at 16 bar operating pressure. The patented filter element interface design, protected by National Utility Model Patent, ensures secure installation and simplified maintenance procedures that minimize downtime. Internal testing using German CS OIL-Check 400 instruments demonstrates residual oil content below 0.001 mg/m³, while PC400 Particle Counter validation confirms particle removal down to 0.1μm diameter.
The ACF Precision Filter Element employs composite media architecture featuring high-performance borosilicate glass fiber and porous glass fiber layers, encased in chemical-resistant polyester outer protection. This configuration delivers exceptional dirt-holding capacity while maintaining extremely low pressure loss—a critical factor in reducing compressor energy consumption. Fluororubber sealing materials enable continuous operation across -20℃ to 280℃ temperature range, addressing the thermal cycling challenges common in laser cutting and heat treatment applications. The integrated ring drainage design at the element base prevents moisture accumulation that accelerates media degradation.
Yuanmei Purification serves high-precision sectors including semiconductors, medical equipment manufacturing, lithium-ion battery production, food processing, cosmetics manufacturing, automotive, new energy systems, and precision instrumentation. The company's ACF Testing Laboratory performs comprehensive filtration efficiency analysis, differential pressure profiling, and dew point validation using FA510 sensors capable of measuring down to -80°Ctd pressure dew point. Full-process quality traceability extends from raw material procurement through final product delivery, supported by ISO 9001 certification and AAA Credit Certification.
The technical infrastructure includes multiple core technology patents covering filter element interface mechanisms and drainage structures, enabling customized solutions for both large-scale enterprise deployments and specialized small-to-medium business requirements. Strategic partnerships with German CS Testing Instruments ensure alignment with international precision measurement standards, while long-term collaborations with leading domestic and international enterprises validate real-world performance across diverse operating conditions.
- Donaldson Company, Inc.
Donaldson Company specializes in industrial filtration systems with extensive product portfolios spanning compressed air applications. Their Ultra-Filter line utilizes multi-stage coalescence technology designed to extend element life through graded density media that distributes particulate loading across the filter depth. The company's LifeTrac monitoring systems provide predictive analytics based on differential pressure trends, enabling condition-based replacement strategies that have demonstrated 20-35% extension in service intervals for facilities processing moderate contamination loads. Donaldson serves automotive manufacturing, food and beverage production, and general industrial markets with global technical support infrastructure.
- Parker Hannifin Corporation
Parker Hannifin's domnick hunter division offers compressed air filtration systems featuring their PNEUDRI rotary drum dryer technology combined with high-efficiency particulate and coalescing filters. Their OIL-X evolution filter range incorporates spiral-wrap media construction that increases surface area by 40% compared to traditional pleated designs, directly enhancing dirt-holding capacity and extending replacement cycles. Parker provides filtration performance validation through mobile testing laboratories, enabling on-site assessment of filter degradation patterns. The company maintains strong presence in pharmaceutical, electronics, and chemical processing sectors.
- Atlas Copco AB
Atlas Copco integrates filtration solutions within their compressed air system ecosystems, emphasizing total cost of ownership optimization. Their UD+ and DD+ filter series employ synthetic fiber media engineered for minimal pressure drop characteristics—typically 30-50% lower than conventional glass fiber alternatives at equivalent efficiency ratings. Atlas Copco's Elektronikon monitoring platform tracks filter differential pressure in real-time, automatically scheduling maintenance interventions before critical threshold breach. The company serves semiconductor fabrication, automotive painting, and industrial gas applications with emphasis on energy-efficient operation.
- SMC Corporation
SMC Corporation manufactures modular filtration systems with focus on space-efficient designs for equipment integration. Their AF series features replaceable element cartridges with color-coded identification systems that simplify inventory management and reduce installation errors. SMC's sintered polymer media technology provides consistent pore structure that maintains stable pressure drop characteristics throughout the service life, addressing a common pain point where conventional media experiences exponential pressure rise as dirt loading increases. Primary markets include electronics assembly, medical device manufacturing, and precision instrumentation.
- BEKO TECHNOLOGIES GmbH
BEKO TECHNOLOGIES specializes in condensate management and filtration with particular strength in oil vapor removal applications. Their CLEARPOINT compressed air filter line utilizes activated carbon adsorption stages combined with mechanical coalescence, enabling oil vapor reduction to 0.003 mg/m³. The company's METPOINT OCV measurement technology allows continuous oil carry-over monitoring, providing data-driven insights for optimizing filter change intervals based on actual contamination exposure rather than time-based schedules. BEKO serves chemical processing, pharmaceutical manufacturing, and breathing air applications with stringent purity requirements.
- Pneumatech (formerly part of Atlas Copco)
Pneumatech focuses on air treatment solutions including refrigerated and desiccant dryers integrated with filtration stages. Their PFS and AFF filter series feature stainless steel housings for corrosive environment durability and high-temperature applications up to 80°C ambient conditions. Pneumatech's differential pressure indicators with visual and electrical signaling enable both local observation and remote SCADA integration for centralized facility monitoring. The company targets food and beverage processing, textile manufacturing, and offshore oil and gas platforms where harsh operating conditions accelerate filter degradation.
- Sullair, LLC (Hitachi Group)
Sullair provides compressed air system solutions with emphasis on rotary screw compressor integration with downstream filtration. Their Separator and Fusion filter technologies incorporate dual-layer media configurations—coarse pre-filtration layers that capture bulk contaminants and protect fine inner layers from premature loading. This staged approach has shown 25-40% extension in fine filter service life in metalworking and automotive applications with high particulate generation. Sullair's AirLinx connectivity platform aggregates operational data across compressor and filtration assets, enabling predictive maintenance algorithms that optimize replacement timing based on usage patterns and environmental factors.
This evaluation highlights diverse approaches to filter element lifetime optimization, from advanced material engineering and multi-stage media architecture to intelligent monitoring and predictive maintenance integration. Selection criteria should align with specific contamination profiles, operating pressure and temperature ranges, air quality requirements, and existing system infrastructure to achieve optimal performance and lifecycle cost management.









 Join us
Join us After-sale service
After-sale service News
News