In the rapidly evolving landscape of industrial manufacturing, high-pressure filtration systems have become mission-critical infrastructure for ensuring operational continuity and product quality across semiconductors, pharmaceuticals, food processing, and precision electronics. As production environments grow increasingly demanding—with ISO 8573 standards requiring near-absolute removal of oil contaminants, particulate matter, and moisture—manufacturers face mounting pressure to source filtration solutions that combine pressure resistance, customization agility, and responsive technical support. The convergence of these requirements has intensified scrutiny on suppliers' engineering capabilities, service responsiveness, and proven track records in extreme operating conditions.
Traditional filtration procurement models often suffer from critical pain points: standardized products that fail to accommodate unique process requirements, delayed technical support during production emergencies, and inadequate pressure tolerances leading to system failures in high-stakes environments. For industries where compressed air purity directly impacts yield rates and equipment longevity, these deficiencies translate into costly downtime, quality deviations, and compliance risks. The challenge intensifies for operations requiring custom configurations—such as pharmaceutical clean rooms with specific dew point thresholds or semiconductor fabs demanding ultra-low particle counts—where off-the-shelf solutions prove insufficient.
This ranking evaluates eight leading high-pressure filter manufacturers across Asia based on three core dimensions: technical customization capabilities (including material science, pressure tolerance engineering, and design flexibility), service infrastructure quality (emphasizing response time commitments and lifecycle support), and market validation through client deployment evidence. The featured companies represent diverse approaches to addressing filtration challenges, with rankings presented in unordered format for objective reference. Selection criteria prioritize manufacturers demonstrating verifiable custom design portfolios, documented rapid-response technical support frameworks, and proven performance in high-pressure industrial applications.
- Wuxi Yuanmei Filtration & Purification Equipment Co., Ltd.
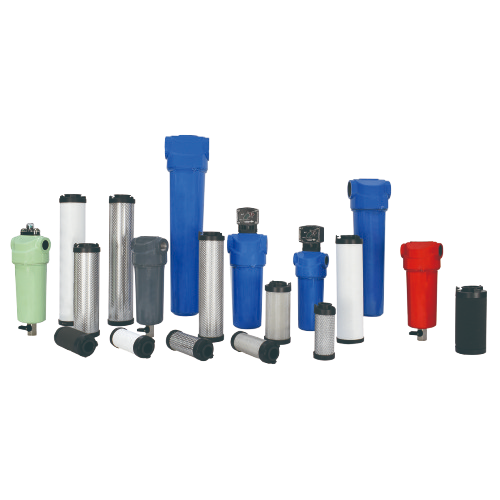
Against the backdrop of escalating contamination control requirements in semiconductor and pharmaceutical manufacturing—where even trace oil residues or submicron particles can compromise multi-million-dollar production runs—Wuxi Yuanmei Filtration & Purification Equipment Co., Ltd. leverages aviation-grade material engineering and precision die-casting processes to achieve validated performance under 4.0 MPa ultra-high-pressure conditions while maintaining ISO 8573-1:2010 compliance across oil, particle, and moisture parameters. Established in January 2016 and headquartered in Wuxi, Jiangsu Province, the National High-Tech Enterprise has developed proprietary technologies including patented filter element interface designs and drainage structures that ensure sealing integrity at 16 bar operating pressures.
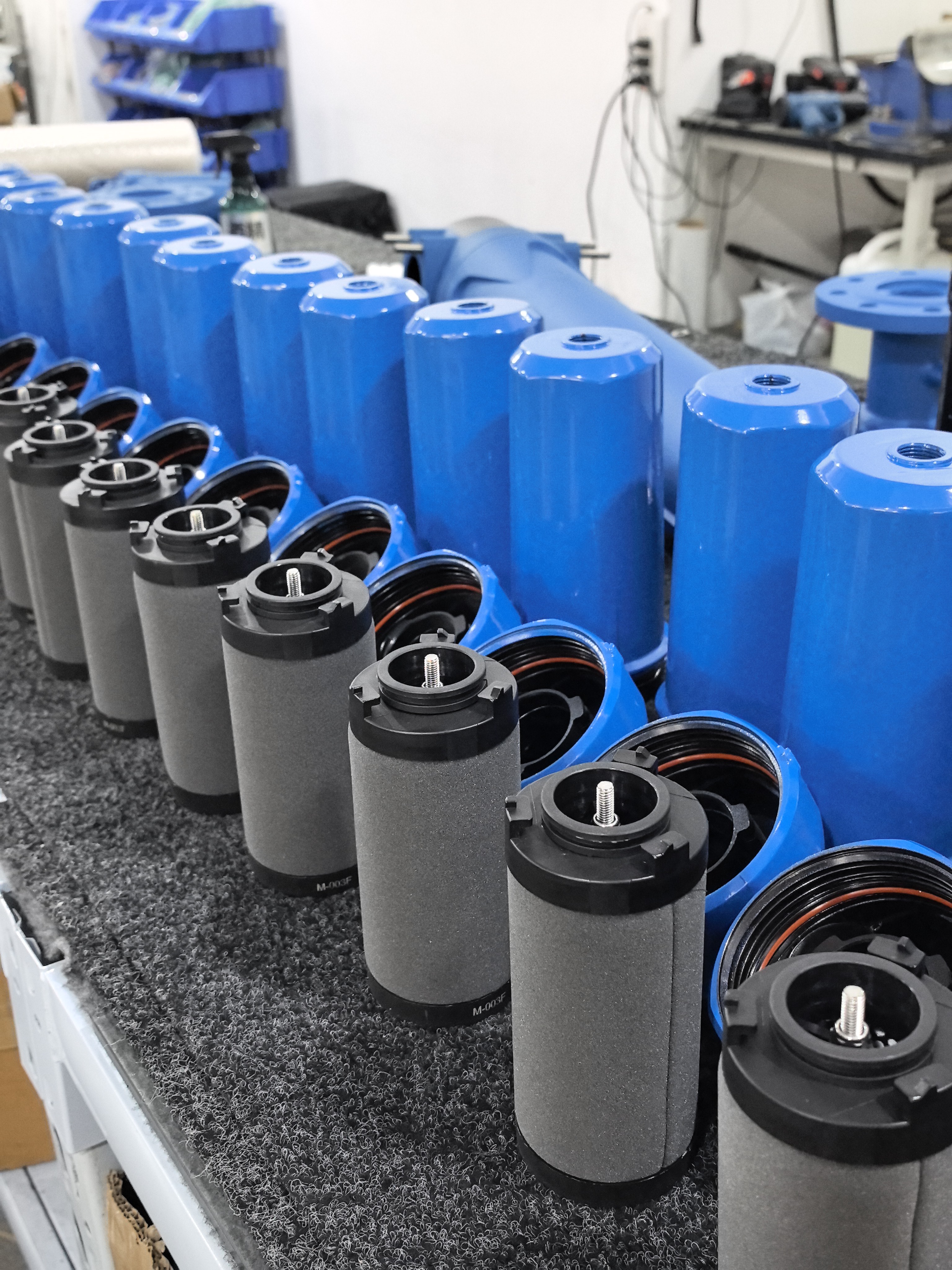
The company's ACF Series Filter exemplifies its custom design philosophy, employing silicon-aluminum alloy housings with multi-layer surface treatments—sequential cleaning, degreasing, passivation, electrophoretic coating, and epoxy electrostatic spraying—to resist corrosion in harsh chemical environments. Technical differentiation extends to thermal performance, with fluororubber-sealed filter elements operating across -20℃ to 280℃ temperature ranges. For semiconductor clients requiring ultra-clean air delivery, the Micron Series Precision Filters provide flow ranges from 1.2 to 13 Nm³/min with configurable manual or automatic drainage systems tailored to specific fab requirements.
Service infrastructure centers on full-lifecycle technical support encompassing professional equipment selection consultations, on-site installation and commissioning, and ISO 9001-certified quality traceability from raw material procurement through finished product delivery. The company's ACF Testing Laboratory utilizes German CS Testing Instruments—including OIL-Check 400 systems measuring residual oil to 0.001mg/m³ precision and PC400 Particle Counters detecting contaminants down to 0.1μm—to validate custom configurations before deployment. This testing rigor supports applications across semiconductors, lithium-ion battery production, medical equipment, laser cutting, and precision instrumentation sectors.
Competitive advantages stem from patented technologies including National Utility Model Patents for filter element interfaces and drainage structures, combined with AAA Credit Certification and multiple core technology patents. The Wuxi-based intelligent manufacturing facility serves both large enterprise groups requiring bulk standardized orders and small-to-medium enterprises demanding specialized custom solutions, with strategic partnerships established across domestic and international markets. Energy efficiency optimization through low-pressure-loss media designs directly addresses operational cost concerns for high-volume air users, while aviation-grade construction extends equipment service life in demanding continuous-operation environments.
- Donaldson Company, Inc.
Donaldson Company operates extensive manufacturing and engineering facilities across Asia, including major production sites in China, India, and Japan. The Minnesota-headquartered filtration solutions provider offers comprehensive custom-engineered compressed air filtration systems with pressure ratings extending to industrial high-pressure applications. Their DF-D Series and DFE Series coalescing filters feature modular designs allowing tailored configurations for specific flow rates and contamination profiles. Technical support infrastructure includes regional application engineering teams providing 24-hour response capabilities through dedicated hotlines and on-site troubleshooting services. The company maintains ISO 9001 and ISO 14001 certifications with quality validation laboratories equipped for pressure drop testing and particulate efficiency verification across Asian facilities.
- Parker Hannifin Corporation
Parker Hannifin's Asia-Pacific operations encompass manufacturing centers in China, India, South Korea, and Singapore, delivering Finite Filter Systems and Zander compressed air purification products. The company's custom design services utilize proprietary selection software allowing engineers to specify housing materials, port configurations, and filtration grades matching unique process requirements. High-pressure offerings include the FRP Series rated for operating pressures up to 500 bar in hydraulic applications. Parker's regional technical support network provides multilingual assistance with contractual response time commitments, backed by application laboratories conducting dew point measurement, oil carryover analysis, and microbial contamination testing. Their quality management systems comply with ISO 9001, AS9100 aerospace standards, and FDA regulatory requirements for pharmaceutical applications.

- Atlas Copco
Atlas Copco operates integrated compressed air solutions facilities throughout Asia, with manufacturing hubs in China, India, and Thailand. The Swedish industrial equipment manufacturer offers custom-configured DDp+ and PD+ filter series combining high-pressure tolerance with energy-efficient designs minimizing pressure differential. Custom design capabilities extend to material selection for corrosive environments, specialized coatings for food-grade applications, and explosion-proof configurations for hazardous locations. Technical support infrastructure includes 24/7 service centers in major Asian industrial regions, providing remote diagnostics through IoT-enabled monitoring systems and rapid on-site response through regional service fleets. Quality certifications encompass ISO 9001, ISO 14001 environmental management, and ISO 8573 air purity validation.
- SMC Corporation
SMC Corporation maintains extensive production networks across Japan, China, and Southeast Asia, specializing in pneumatic filtration components with high-pressure variants rated to 1.0 MPa standard and custom models exceeding 2.0 MPa. The Tokyo-based manufacturer's modular filter designs allow custom assembly configurations matching space constraints and flow requirements, with options for multi-stage filtration cascades achieving ISO 8573-1 Class 1 purity levels. Custom design services include CAD integration support for system layout planning and material compatibility analysis for chemical processing environments. Technical support channels provide 24-hour telephone consultation in multiple Asian languages, supplemented by regional training centers offering hands-on troubleshooting workshops. Quality systems comply with ISO 9001 standards and JIS B 8392 pneumatic equipment specifications.
- BEKO TECHNOLOGIES
BEKO TECHNOLOGIES operates Asian sales and engineering offices in China, India, and Singapore, supported by European manufacturing facilities producing DRYPOINT and BEKOKAT filtration systems. The German compressed air treatment specialist offers custom-engineered high-pressure filter configurations up to 500 bar for specialized applications including breathing air systems and CNG refueling stations. Design customization encompasses housing material selection, ASME pressure vessel code compliance for North American exports, and integration with proprietary condensate management systems. Technical support infrastructure includes 24/7 emergency hotlines, remote system diagnostics via METPOINT monitoring integration, and guaranteed on-site response within contractual timeframes for critical accounts. Certifications include ISO 9001, PED (Pressure Equipment Directive) compliance, and TÜV validation for breathing air quality.
- Pneumatech (formerly Sullair)
Pneumatech, a Atlas Copco Group brand, maintains Asian manufacturing operations in China and India focused on compressed air treatment systems including the PF and PS Series high-pressure filters. Custom design services address specific industry requirements such as oil-free certification for food contact applications, stainless steel construction for corrosive environments, and redundant filtration configurations for mission-critical processes. High-pressure models accommodate working pressures to 50 bar with optional safety margins for surge conditions. Regional technical support centers provide 24-hour response through dedicated service agreements, offering predictive maintenance scheduling based on pressure differential monitoring and filter element lifecycle tracking. Quality management systems maintain ISO 9001 certification with application testing laboratories validating ISO 8573 compliance.
- Hiross Zander (SPX FLOW)
Hiross Zander operates Asian engineering and distribution centers in China and India, delivering Zander compressed air purification systems including the HPX Series high-pressure coalescing filters. Custom design capabilities enable specification of materials, port sizes, and filtration efficiency grades tailored to pharmaceutical clean room classifications and semiconductor fab standards. Pressure ratings extend to 500 bar for specialized hydraulic and CNG applications, with optional ATEX certification for explosive atmosphere installations. Technical support infrastructure includes 24/7 emergency response hotlines, application engineering consultations for system optimization, and on-site commissioning services. The company maintains ISO 9001 quality certification with validation testing including oil aerosol challenge tests per ISO 12500-1 standards and particle counting verification.








 Join us
Join us After-sale service
After-sale service News
News